Wire EDM, or Wire Electrical Discharge Machining, uses a thin wire to cut through metal. The wire creates electrical sparks that remove material while moving along a specific path. This process happens in a dielectric fluid, which cools and flushes away debris. Since there’s no direct contact, the method avoids tool wear, making it highly precise. It’s particularly effective for cutting hard materials and complex shapes.
Wire EDM offers several key advantages. It delivers high precision, especially for intricate designs and tight tolerances. The process doesn’t require additional tooling, saving on setup time and costs. It can cut rigid materials that other methods can’t handle. Moreover, it produces a smooth finish, minimizing the need for extra finishing steps. These benefits make Wire EDM ideal for demanding manufacturing jobs.

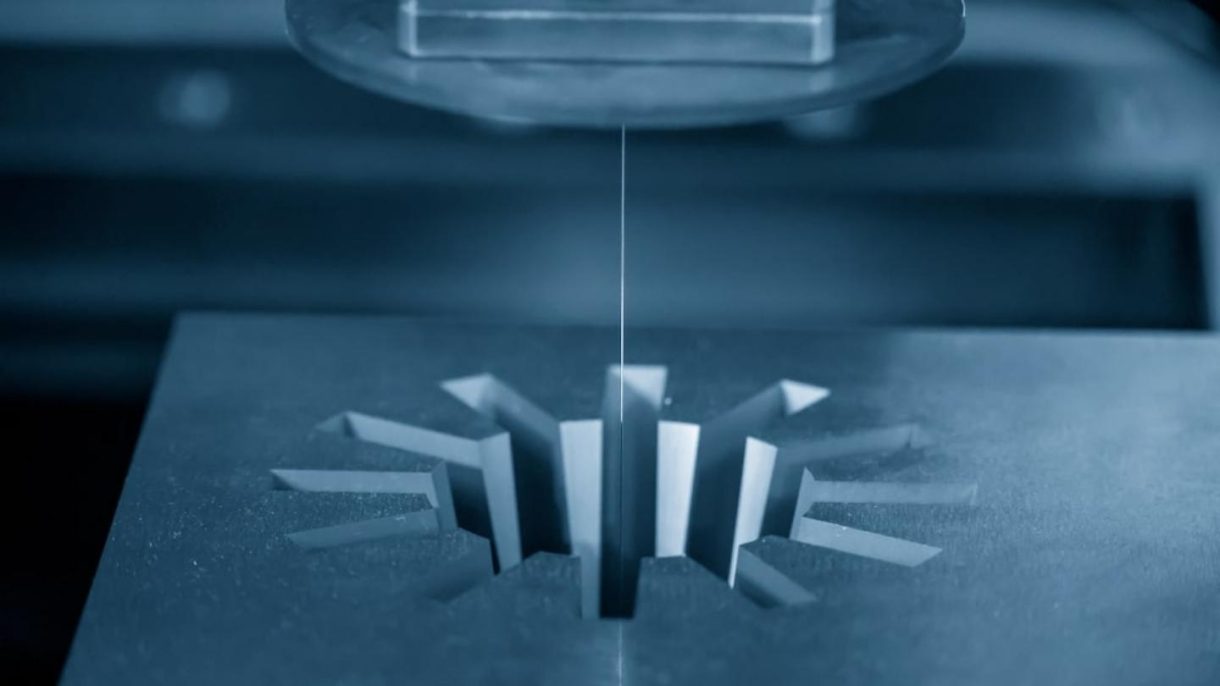
Wire EDM Machining
Wire EDM stands for Wire Electrical Discharge Machining. The operation employs a slender wire to make cuts through metal materials. A precise path directs the wire as it cuts, while sparking takes place. The sparks produce two effects, which heat and evaporate the material via the process. The cutting process requires a dielectric fluid as the environment. The dielectric fluid functions both as a wire cooler and a particle remover. The wire maintains a complete distance from touching the workpiece during the machining process. The tool avoids damage through this feature.
The first operation requires setting the workpiece directly onto the machine. The workpiece must be conductive. The guided rollers contain brass or equivalent material wires used in this process. The cutting operation will occur through this wire.
During the second stage, the machine system introduces dielectric fluid into the region of cutting. The wire receives cooling from the fluid and the workpiece simultaneously. The dielectric fluid serves to move away both material debris and workpiece heat. The dielectric fluid keeps the cutting process accurate.
Electrical sparks originate from the machine while operating through the wire. These sparks are high-frequency discharges. The material faces sparking behavior from the wire just before its contact point. A small portion of the material melts and vaporizes due to this process. The fluid flushes the melted material away. Its precision remains high because of the clean-cut operation.
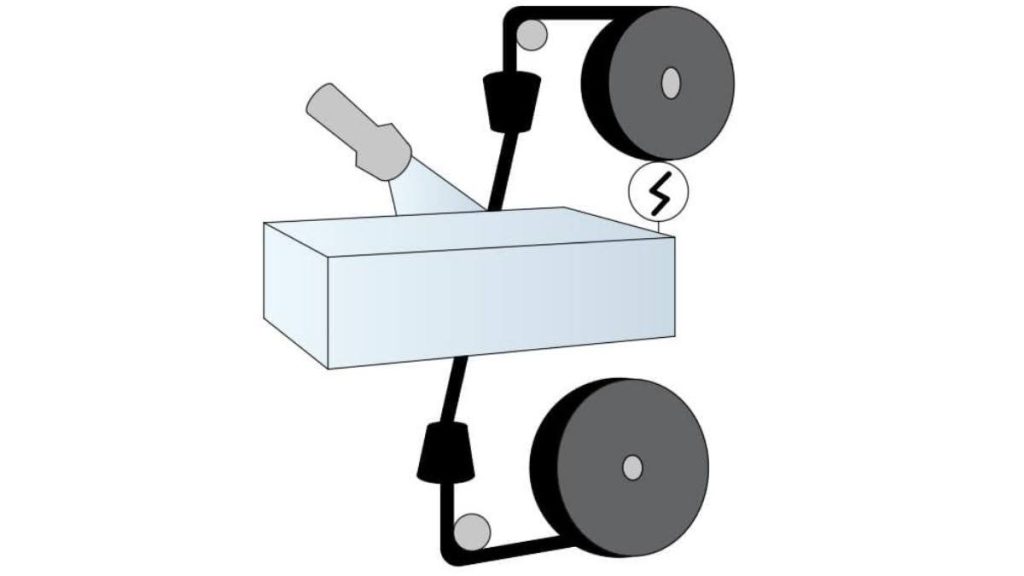
Wire Cutting Illustration
The cutting process requires continuous movement of the wire throughout its operation. The machine controls the wire to execute a specific path. The process enables the manufacturing of complex forms together with precise dimensions. The tool works without touching the material, which protects its surface from wear.

EDM Machined Products
The movement of the wire functions to achieve a controlled reduction of the workpiece material. Complex shapes are possible through this procedure. The process produces both sharp corners along thin features with relative ease. Wire EDM produces highly accurate parts.
After cutting runs the workpiece requires possible additional finishing operations. After finishing the cut some roughness or burrs still exist on the workpiece surface. The surface finish of materials becomes better with polishing or deburring treatment. When the process ends, the part shows precise measurements together with refined edges.
Wire EDM is a powerful tool. The technology delivers highly accurate results regardless of cut complexity. The process employs electrical discharges instead of physical touch for its operations. Tool wear does not affect accuracy because of this method. The method works best when you need to cut dense materials and intricate shapes.
The Wire EDM machine comprises important operational components that collaborate to produce exact cuts in materials. All machine elements contribute essential functions that support the complete manufacturing procedure. The following list details the major system elements of a Wire EDM machine.
EDM Wire
The main cutting instrument within the machine is the wire itself. The cutting tool available for Wire EDM machines typically consists of brass or copper material. The wire tool measures its thickness between 0.1 to 0.3 mm. Electrical discharges from the wire cut the material while it moves continuously through the material. The workpiece remains untouched by the wire during the process; therefore tool wear is successfully prevented.
The guide system uses its structure to maintain the position of the wire during operation. A proper guide system enables the wire to navigate through the cutting path without any limitations. Roughly aligned wire movement is supported by rollers that work with guiding elements in the system. Accurate precision in the guide system directly impacts the level of tolerance that can be attained.
The Wire EDM machine functions through its CNC (Computer Numerical Control) unit that performs as the central controlling mechanism. The CNC unit regulates wire movement and oversees the entire cutting operation of the Wire EDM machine. Digital machine designs that the CNC system transforms into processing guidelines. The programmed path receives guidance from instructions sent over the wire.
A power supply within the machine produces the necessary electrical discharges to execute the cutting process. The power supply transmits quick electrical signals through the wire. High-frequency pulses from the power supply generate sparks that are used to melt and vaporize the material. The power supply system controls the frequency rate and spark power output according to the material type and cutting specifications.

Dielectric Fluid For Wire EDM
The dielectric fluid system manages the flow of the cutting area through its pumps. A coolant stream from this solution cools down both the wire and the workpiece as the process continues. The fluid stream performs two essential actions: it removes waste materials from the cutting area while stopping electrical failures from happening. The dielectric fluid system determines both the cutting accuracy and the quality maintenance of the operation.
The worktable holds the material during the cutting process. The user can adjust this component to change the workpiece position at multiple angles and heights. The material moves under the X, Y, and Z axis directions using the worktable to guide the wire cutting. The CNC system controls the movement of the system.
The servo motors operate the wire and worktable throughout their movement. The system operates by providing smooth movements that follow the programmed route exactly. Servo motors demonstrate exceptional precision, which enables users to make exact adjustments regarding position control, together with speed management. Tight dimension requirements heavily depend on servo motor performance.
The cutting area stays clean through the functionality of the flushing system. The machine operates a continuous flow of dielectric fluid to remove debris that results from electrical sparks. The fluid maintains cutting quality through wire and workpiece cooling while performing the cleaning operation. The integrated system maintains a continuous, clear cut without stopping.
Certain Wire EDM machines operate with both electrodes as well as wires to perform operations. The electrodes provide specific cut support due to their precise nature in drilling holes and other forms of precision cutting. The electrodes augment the cutting process control, which leads to producing highly detailed outputs.
The manufacturing industry employs Wire EDM technology because it offers both precise cutting capabilities and processing complex geometries. Here are some key applications:

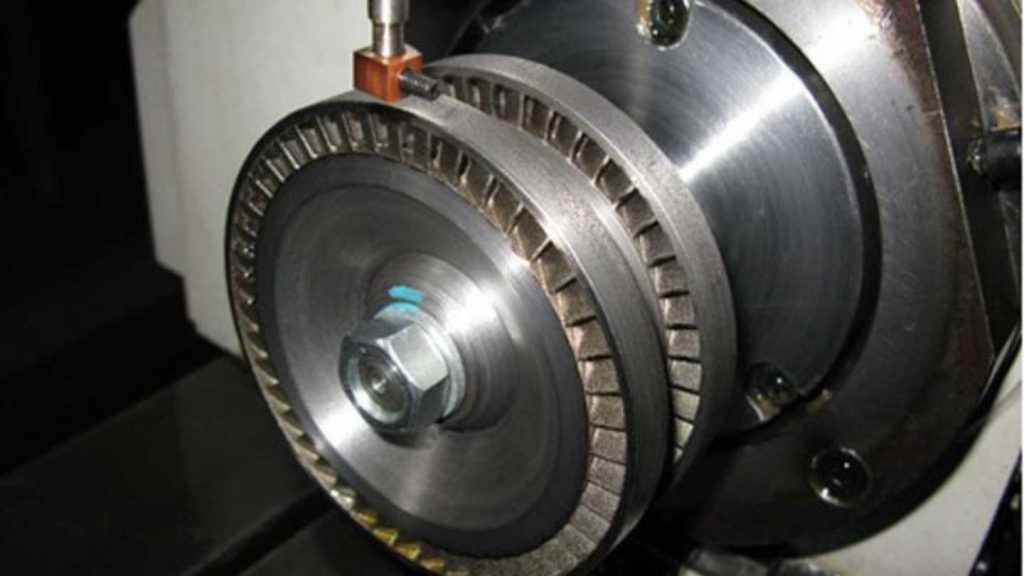
Automotive EDM Machined Product
In aerospace, precision is critical. Turbine blades together with gears, along with engine components are manufactured through wire EDM. Its ability allows the machine to cut through aerospace manufacturing materials such as titanium and inconel. The process enables production of parts with exact specifications to guarantee flawless interlocking features.
EDM Machining For Aerospace
Wire EDM operates best for producing components that feature challenging geometrical features. The technology produces models as well as forming tools and tools from components. The production process of automotive engine components specifically includes pistons and camshafts that utilize this method. Due to its exceptional cutting ability towards hard steel materials, the technology works exceptionally well in the automotive sector.
EDM Machining For Medical
Wire EDM produces exact components for surgical tools and implants, and medical equipment in the healthcare field. Manufacturers utilize Wire EDM to work effectively with the biocompatible material titanium. Medical devices achieve their intended functionality because the precise nature of Wire EDM helps them meet quality requirements.

EDM For Mold Building
Wire EDM maintains popularity as a vital tool for producing molds. Manufacturers use Wire EDM to generate cavities together with complex shapes in mold structures that support plastic injection molding and die-casting operations. Wire EDM provides such exact precision that manufactured molds consistently produce reliable, high-quality parts.

EDM In Electronics
Wire EDM operates in the electronics field to produce thin, precise components, including connectors and circuit boards. The technology excels at working with delicate materials and precise features, which surpasses its importance for generating electronic components needing precision manufacturing.
Molds, along with dies and precision tools, find their production through Wire EDM operations. The toolmakers choose this technology because it performs outstandingly with complex shapes and tight tolerance requirements. The production technique proves beneficial in sectors that need large quantities of precise components, such as stamping and die-cutting operations.
Various factors need evaluation to pick the suitable Wire EDM machining process that meets specific operational needs.
The choice of materials impacts the suitability of Wire EDM machining, as several kinds of materials work well in this process. Wire EDM setups require different material specifications for processing soft materials through hardened steel and titanium. A thorough check of the selected machining process for the project materials should precede your wire EDM operations.
The precision capabilities of Wire EDM machines remain very high, yet the achievable accuracy might differ between cases. The wire EDM process demands that you select one that can produce the precise tolerances your project needs. You can achieve specific manufacturing standards through exact cutting setting adjustments.
The selection of Wire EDM machining depends on determining the dimensions and structural complexity of the parts that need to be cut. Large complex parts demand a setup design that enables the processing of large components while handling complicated shapes. The selection of the machining process depends on its capacity to manage parts with particular dimensions, along with complex design requirements.
Wire EDM machining operates at different cutting speed rates, while accuracy needs to match speed settings for optimal results. Your production requirements determine the need for a fast cutting process that upholds high manufacturing standards. The right mix of speed and accuracy must be identified because it determines how well your manufacturing system will meet its requirements.
The maintenance requirements of Wire EDM setups differ according to their configuration type. Pay attention to both long-term maintenance requirements and the ease with which you can service the machine. Automatic system functionality lowers maintenance requirements, though it results in elevated initial cost arrangements. Future maintenance costs as well as machine serviceability should be evaluated during the selection process of appropriate EDM systems.
Precise operation of Wire EDM machining depends heavily on its automated control systems. The machining procedure must fit your existing CAD/CAM systems for proper implementation. Work efficiency depends on your choice of design software and programming ease, as well as the file handling capabilities of the machine system. Hence, it demands an integrated solution between your design applications and machine operations.
Wire EDM machines provide high reliability during operation, but they could develop technical problems like any sophisticated machine. The following troubleshooting guide contains typical solutions for the most frequent issues that Wire EDM machines encounter.
The main cause of wire breakage during operation stems from both incorrect wire tension settings and rapid speed control. The cutting speed must be properly adjusted according to the material while maintaining correct wire tension. Routine checks of the wire should include the removal of accumulated debris, which could increase friction and lead to wire breakage.
Inaccurate cuts likely result from misalignment issues, together with components that have worn out, along errors in the programming. The machine's CNC settings need verification with precise calibration of its components. Checking both the wire guide and servo motors will help determine if wear and tear affect cut precision.
Granting insufficient power in addition to inadequate flushing methods and damaged electrodes leads to surface roughness during the process. The tool should use a clean dielectric fluid while maintaining a stable flow rate throughout the process. The cutting process requires adjusting the power supply alongside the flushing system to achieve optimal performance and smoother results.
The wire experiences excessive wear when machines operate at high speeds or inadequate lubrication exists, or an improper material for the wire is used. Lower the cutting speed while choosing suitable wire materials for any material during cutting operations. It is necessary to check the wire status for replacement at regular intervals.
The lack of proper flushing creates a buildup of debris, which results in reduced cutting quality. The dielectric fluid should exist at its correct level, and the flushing system should work properly. The flushing nozzles should be cleaned while checking for all potential obstructions.
A machine that fails to start or loses power requires attention to be given to both the power supply and fuses. Electrical connections need to be tight, and the machine requires proper grounding for operation. Check all machine settings after a power failure before you restart the system during operation.
Wire EDM is a crucial tool for achieving high precision in cutting complex shapes and hard materials. Its applications span industries such as aerospace, automotive, medical devices, and electronics. Understanding the process, key components, and its various uses is essential for maximizing its potential.
Choosing the right Wire EDM machine involves considering material type, precision needs, and machine maintenance. Proper troubleshooting ensures optimal performance and prevents costly downtime.
At Apex Rapid, we offer expert Wire EDM services with a focus on precision and quality. Our team handles complex parts, molds, and high-volume projects, ensuring fast turnaround and cost-effective solutions. Trust Apex Rapid for all your Wire EDM needs, and let us help you achieve the highest standards of manufacturing.

Rapid Prototyping: All About Process, Techniques, Pros & Challenges & More

All-Inclusive Guide to Laser Cutting Aluminum

CNC Gear Cutting: Process, Techniques & Effective Strategies

Laser Welding: Process, Effective Tips & Techniques for Optimal Welds

Metal Stamping Design: Process, Considerations & Useful Tips

Aluminum Heat Sinks: Process, Techniques & Applications
