5 Axis CNC Machining: Types, Applications, and Benefits
2025.06.20
blog
Table of Contents
The 5-axis CNC machining, in all modern manufacturing sense, is a benchmark of the available technology, and it goes past the restraints of the traditional 3-axis and 4-axis systems.
5-axis machines have the added two rotary axes and the usual X, Y, and Z linear movements that define a set of coordinates enabling the cutting tool to access the workpiece from nearly any position. This euphoric freedom of motion permits the development of very impressive geometries, elaborate shapes, and units that are unmatched in terms of accuracy, and mostly in a single setting. This handbook will provide an overview of the various 5-axis options, innovative applications in different business sectors, and the tremendous advantages for manufacturers who want to explore the capabilities of what it can achieve.
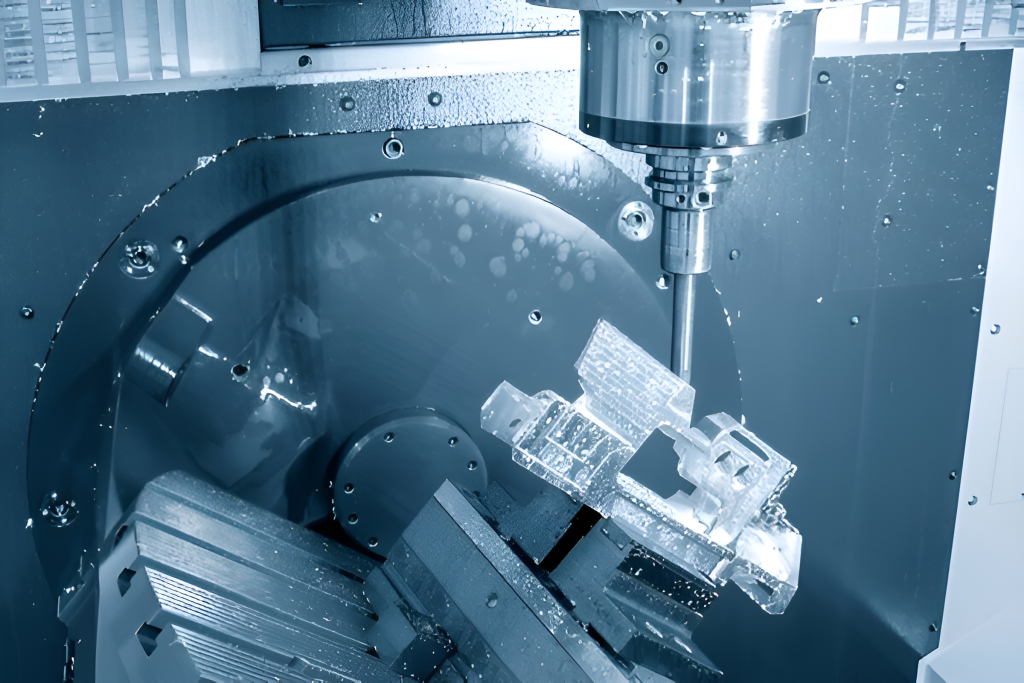
What is a 5-Axis CNC Machining?
In essence, CNC 5-axis machining is the ability of a CNC machine to move a cutting tool or a workpiece in five different directions simultaneously. The cutting movement left-right, forward-back, and up-down is effected by the conventional three linear axes (X, Y, and Z). The two other axes are rotation, such as A, B, or C axes, which enable either the cutting tool or the piece of work to turn around these linear axes.
This concurrent motion allows the tool to be held at an optimum cutting angle, resulting in better surface finishes, shorter machining time, and the capacity to create geometries inconceivable or extremely inconvenient.
Why 5-Axis Matters in Modern Manufacturing
The introduction and the spread of the 5-axis technology have had a significant effect on many industries:
Complexity: Enables it to create complex, organic, and free-form shapes.
Accuracy and Finish: It can reduce setup time, allowing uninterrupted continuous cutting while improving accuracy and finish.
Efficiency: Also results in shorter lead times and higher throughput as a result of the consolidation of many operations into one setup
Material Usage: Efficient use of material and a possible reduction of waste.
Innovation: Empowers designers and engineers to create parts previously unimaginable, driving innovation in product development.
Innovation: Empower designers and engineers to develop parts they could never have dreamed of, thus leading towards product innovation.
Classification of 5-Axis CNC Machines: Configuration and Kinematics
There are multiple possibilities for two extra rotary axes. This knowledge is vital for selecting an appropriate machine to perform specific tasks, as each exhibits exceptional benefits in its application relative to the size, accessibility of the workpieces, and the dynamics of the machine as a whole.
Typical arrangements of 5-Axis
The two rotated axes may be placed in the machine’s spindle (tool head) or table (workpiece), resulting in different kinematic configurations.
1. Table-Table Configuration (Trunnion Style)
It is one of the most universal and popular types of 5-axis machines.
Description: The two rotary axes are embedded in the machine workpiece table, where the workpiece is clamped. No, this entails a rotary table (C-axis) which rotates horizontally and a tilting table (A- or B-axis) which tilts in the plane perpendicular to the C-axis.
Advantages:
Superior Tool Accessibility: The tool head itself is essentially anchored in its linear movements, making the calculation of tool paths relatively easy and eliminating the possibility of tool collision with machine parts.
High Rigidity: The sturdy design of a table offers great support for the workpiece, ensuring high precision.
Small to medium parts: Suitable for machining small to medium quantities of workpieces, and where the part rotation is possible inside the machine envelope.
Limitations:
Workpiece Size/Weight: The dimensions and weight of the workpiece are restricted by the strength and dynamics of the tilting table.
Limited Work Envelope: The limited work envelope occurs when the tilting of the table restricts the machining envelope's extent, particularly on tall parts.
Applications: Medical implants, complex aerospace hardware, impellers, molds, dies, and educational or research environments.
2. Head-Head Arrangement (Spindle Pivoting)
Here, both the rotary axes belong to the spindle head.
Description: The work is clamped to the machine table, and the spindle head is movable in two rotating directions, giving two rotary movements. This may be two pivots on the head of the spindle (e.g., A-axis pivot plus C-axis pivot to rotate the spindle on its axis) or a combination of tilting and swiveling.
Advantages:
Large Workpieces: At the time, it can handle larger and heavier workpieces as the table is stationary.
More Angle Reach: The tool can access the surface at different angles over a wide area without part movement.
Good for Deep Features: Ideal for machining deep cavities or features on large, fixed units.
Suitable for Deep Features: Suitable for machining deep features or cavities on large, non-moving units.
Limitations:
Complexity: They have more complex kinematics that need superior CAM programming.
Potential for Collisions: The articulating head can pose a higher risk of collision with the workpiece or fixtures if not carefully programmed.
Collision threats: Due to improper programming, the articulated head exposes the workpiece or fixtures to greater collision threats.
Lower Rigidity (Compared to table-table applicable in dainty cuts): The long swing is usually very stiff. However, in very dainty cutting, one may find slightly less rigidity than a trunnion.
Applications: Aerospace structural parts, large molds, automotive sheet metal, and heavy machine parts
3. Head-Table Configuration (Mixed Kinematics)
A hybrid structure, a combination of head and table articulation, is used.
Description: One of the rotary axes is taken by the spindle head (e.g., A-axis tilting), and the other by the table (e.g., C-rotary table).
Advantages:
Trade-off of Benefits: A trade-off between the pros of a head-head and a table-table system.
Flexibility: The accessibility and workpiece capacity cover a wide range of applications.
Limitations:
Still Complex Programming: Requires complex CAM and avoidance of collisions.
Applications:
General purpose machining, complex parts, not conveniently categorized with the other two, generally good all-round capability.
Main advantages of 5-Axis CNC Machining
The tactical execution of 5-axis technology yields considerable benefits compared to conventional 3-axis milling, reshaping production capacities and part quality.
1. Single Set Up Machining (Done-in-One)
Reduced Setups: In many cases, a 5-axis machine can machine a complex part in one setup.
Better Accuracy: Every manual setup has the potential for repositioning mistakes; cumulative errors are highly minimized when using single-setup machining, resulting in increased dimensional accuracy and tighter tolerances.
Improved efficiency: The reduction of time for setting up, idle time, and total lead time.
2. Machining Curvelinear Geometries and Shapes
True 3D Capabilities: Making of complex, organic, and free-form surfaces (e.g., turbine blades, impellers, and medical implants), which are not possible on a 3-axis machine.
Undercuts and Deep Cavities: Features such as undercuts and deep, angled holes in the work can only be accessed using multiple setups and specialized tooling, and can be accessed directly when a tool or the workpiece is tilted
3. Better Finish of the Surface
Ideal Tool Angle: The machine can align continuously to support the optimum cutting angle against the workpiece surface. This eliminates step lines (scallops) common in 3-axis machining of a contoured surface, resulting in a smoother and finer quality finish.
Less Tool Pressure: The tool can be aligned perpendicular or slightly angled to the workpiece, so the cutting forces disperse more evenly, resulting in minimum tool deflection.
4. Greater Tool Life and Tool Wear
Even Tool Wear: The tilt capacity of the tool enables most of the surface area of the cutting edge to be employed, and hence wear is made even across the tool.
Optimal Chip Evacuation: An optimal cutting angle ejects chips in a preferred direction, creating a cutting environment with lower chances of recutting and resulting in a longer tool life.
Short-Length Tools: Shorter tools can be used, providing 5-axis capability, less deflection and vibration, and further tool life and finishes.
5. Optimized Lead Times and Better Throughput
Improved Speed: The ability to produce a part in a single setup, resulting in fewer tool changes and an optimized cutting path, decreases the machining time.
Higher Throughput: More parts can be produced in less time, increasing manufacturing capacity.
Application in Other Industries
The capabilities of 5-axis CNC machining make it indispensable for industries that demand high precision.
Aerospace:
Turbine Blades and Impellers: They are intricately designed and must be of fine precision and have smooth surfaces of their geometries.
Structural Components: High-strength components that are lightweight with a more elaborate shape.
Engine Parts: close interior ducts and details.
Medical and dental:
Implants: Orthopedic implants (hip, knee), dental, and surgical tools must be biocompatible, precise, and made to order.
Prosthetics: Individual limbs are of high performance and lightweight.
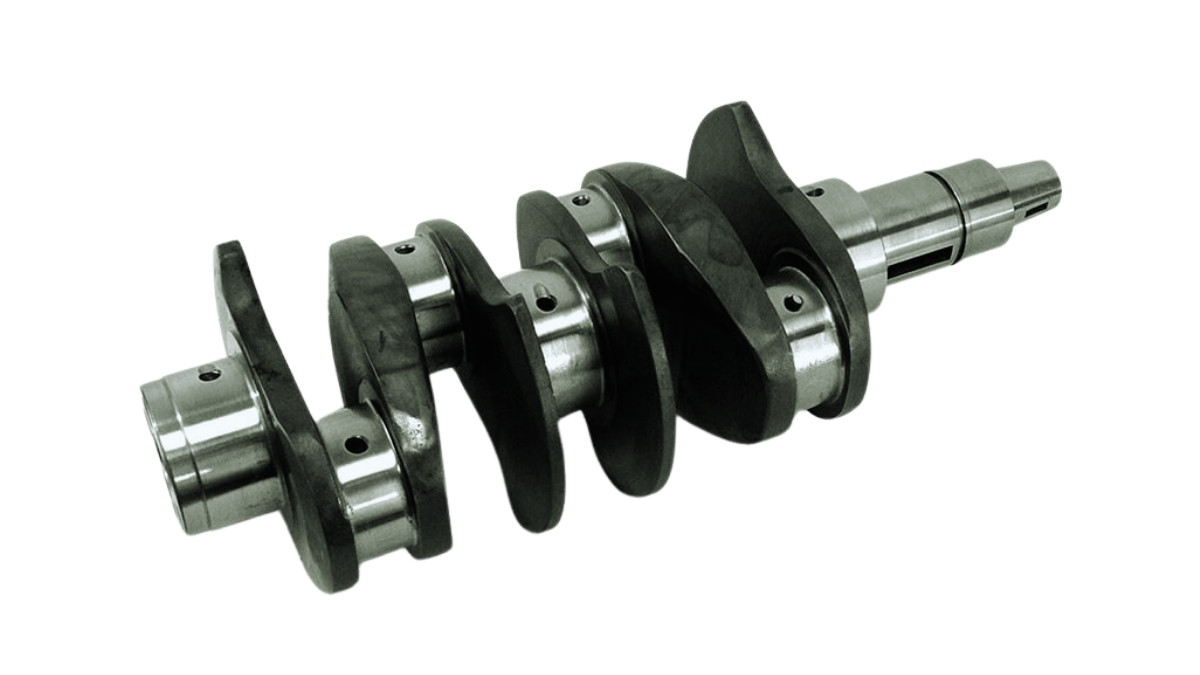
Auto and Auto-racing:
Engine Components: Engine blocks, cylinder heads, and complex porting manifolds.
Mold Making: Injection molding, Complicated shapes of plastic, fabric, and composite products.
Energy Sector:
Oil and Gas: Drill bits, valve bodies, and intricate interior passages.
The Generator Turbine-level Components of Power Generation.
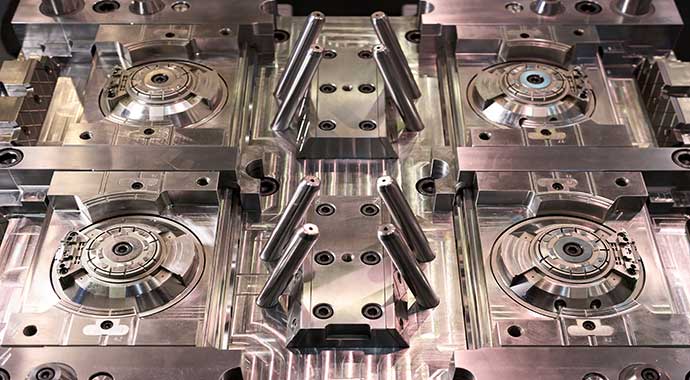
Tool and Die making:
Molds and Dies: Very elaborate molds are used in the diverse casting process with highly detailed cavities and smooth surfaces.
Fixtures and Jigs: highly complex workholding systems.
The Electronics and Optics Industry:
Enclosures, heat sink: Accurate electronic enclosures and complex heat sink.
Optical Components: High-grade lenses, mirrors, and their mount and housings.
Light and Shade: Art and Sculpture:
Complex Sculptures: developing artwork that is complex, natural, or free-form.
Prototyping: It is the capability to develop detailed models of various industries within a short duration.
Challenges and Concerns in 5-Axis Machining
Although there are advantages, 5-axis machining has complexities that require expertise, investment, and planning.
1. Higher Initial Cost
Machine Investment: 5-axis machines cost far more than 3-axis machines because their mechanics are quite complex, their parts are also precise, and the machines are considerably more advanced in controls.
Tooling and Software: Requires specific cutting tools, CAM software, and more advanced workholding.
2. Complex Programming
Advanced CAM Software: Must have powerful CAM software that can create complex 5-axis tool paths and also be capable of conducting a strong collision analysis.
Quality Programmers: The programmers must be skilled individuals with the ability to operate 5-axis capabilities and use optimal tool paths to prevent collision.
Simulation is critical: It is necessary to simulate toolpaths to avoid collision between the tool, the workpiece, and the fixtures, as well as the expensive machine parts.
3. Tool Selection and Strategies
Specific Tooling: Although shorter tools may be used with 5-axis, the tool geometry, coating, and material are even more critical for optimizing the cutting angle and tool life in complex cases.
Cutting Strategies: In 5-axis cutting, for a non-stop tool use, well-timed moves across axes, and lead/lag angles prevent the tool from rubbing and excessive cutting forces.
4. Maintenance and Rigidity of Machines
Avoiding Inaccuracy: The new axes and complicated movements may become a source of greater error unless kept very strict. Machine rigidity is most important.
Preventive Maintenance: A good maintenance practice includes calibration, lubrication, and inspection. This should be carried out at a regular interval to ensure the machine is precise with time.
5. Workholding Complexity
Access over Stability: A Workholding solution should allow easy access to the tool at various angles, be rigid, and have minimal vibration. This frequently involves special or very sophisticated fixtures.
Conclusion: Multi-axis is the future
5-axis CNC machining opens up new possibilities in manufacturing, enabling the production of complex, high-precision parts with excellent surface quality. While the initial investment may be higher, the gains in efficiency, faster lead times, longer tool life, and design flexibility quickly make up for it.
As industries continue to evolve, 5-axis machining has become essential for staying competitive. At Apex Rapid, we provide advanced 5-axis CNC machining to help you achieve precision, speed, and quality in your projects. Contact us to get started.
FAQs
The following are some of the commonly asked questions regarding 5-axis CNC machining.
Q1: What are the two additional axes in 5-axis machining, and how do they move differently from the other three?
A1: Rotational axes: The other two are rotational, usually termed A, B, or C. The A-axis rotates about the X-axis, the B-axis rotates about the Y-axis, and the C-axis rotates about the Z-axis. These can be added to the spindle head (head-head configuration) of the machine, the workpiece table (table-table configuration), or both (head-table configuration), so that either the tool or the work can be tilted and revolved to produce multifaceted angles.
Q2: How does the 5-axis vastly surpass the 3-axis machining of complex parts?
A2: The large benefit lies in the fact that it can machine complex forms and outlines into one setup ("done-in-one" capabilities). In 3-axis machining, the rest of the part typically requires several manual repositioning and re-clamping operations, which can lead to setup problems, increased risk of error, and longer processing times. 5-axis is more accurate, efficient, and permits excitation of aspects such as undercuts.
Q3: Is the simultaneous motion of 5 axes a guarantee of a 5-axis machine?
A3: No, but 5-axis machining may be used in two modes in general.
3+2 Positional 5-axis (or Indexed 5-axis): The two rotational axes are rotated so that the cutting tool/ work piece is positioned at a required angle and locked into position, and only the three linear axes (X, Y, and Z) are used to carry out machining operations on the part. This is superb with parts on several sides.
Continuous/Simultaneous 5-axis: All 5 axes are moved simultaneously, which means that the tool can continuously display a change in angle to the workpiece as it cuts. This is employed in actually complicated, free-form geometry
Q4: Why is CAM programming the 5-axis machining so tricky?
A4: 5-axis CAM programming is more complicated as a result of:
Higher Degrees of Freedom: Handling five degrees of freedom at once, as compared to three, is simply more complicated.
Collision Avoidance: The articulating head or rotating table has a higher probability of collision between the tool, tool holder, workpiece, fixture, and machine joints, requiring high-autonomy collision detection and avoidance algorithms.
Tool Path Optimization: Optimizing Toolpaths efficiently to remove as much material as possible using optimization algorithms and programming optimized toolpaths that are also smooth and optimally angled to cut surfaces (within tolerances) and also to extend tool life to an optimum positioning between toolpaths.
Q5: Does machining force a longer tool life in 5-axis? How?
A5: Yes, 5-axis machining is capable of extending tool life greatly. The possibility to tilt the tool is the major reason why:
Best engagement: The tool may be oriented (continuously) to give a perfect cutting angle to make the chip loading more uniform and to prevent rubbing or excessive load on a particular part of the cutting edge.
Harnessing More of the Cutting Edge: Rather than wearing just on the tip, the machine can share wear over a greater portion of the number of flutes on the tool.
Feed Performance: With tilting capabilities, longer tools are not sufficiently proficient in reach features, so shorter, stiffer tools can be used, which are less subject to deflection and vibration.