
Thread machining is not a one-size-fits-all process. Whether you use form taps or cut taps, the desired results are achieved with the right tap drill size. A mismatch can cause thread failure or premature tool wear, especially in hard or layered materials.
Selecting the right drill diameter involves more than a chart. Experienced shops account for thread class, hole tolerance, and material behavior. The tap drill must leave enough material for strong threads but not so much that tools bind or deflect.
Beyond sizing, thread design plays a significant role in performance. Internal threads for high-load assemblies differ from external threads on fast-turn parts. Unified, metric, NPT, and custom forms each carry specific fit and functional expectations. This article explores critical factors for accurate threading and reliable tap drill selection.

Tap For Thread
Taps are precision tools that are used to cut internal threads in predrilled holes. They cut or shape the thread profile, which aligns with standard fasteners. Taps are most commonly high-speed steel or carbide in different geometries, serving numerous purposes.
Taps used in a CNC machining are chosen according to the hole depth, thread pitch, and material characteristics. The options available are cutting taps and forming taps. Threads are machine-cutting taps. Tap formation creates non-chip forming material, which is perfect for ductile metals.
The right choice of taps affects the cycle times, the thread accuracy, and the tool life. There have to be rigid tapping cycles in harmony with machine speed and spindle sync. Poor or misaligned lubrication results in galling, breakage, or thread distortion. These risks are always put into consideration by experienced machinists when setting up a job.

Thread tap drill steel billet with drill bit
The size of the tap drill has a direct impact on the quality of threads, load carrying, and tool wear. When wrongly sized in precision machining, the results may be oversized threads, breakage, or variation in fit. The size of the drill is computed by the professionals by keeping in view the thread class, material, and application tolerances.
In the case of the metric threads, the nominal diameter minus the pitch gives the thread. Inch threads use tap drill tables, dependent on threads per inch. Never take it at face value.

Thread Forming Tap
Form taps displace material, whereas cut taps remove material. Tapping should be done with a bigger pre-hole to avoid cracking, and too high torque is required during tapping, particularly in ductile material.
The common practice employs 70-75 percent engagement. Reduced engagement will minimise tool stress in the tougher alloys, and on the other hand, it increases holding power in the weaker metals.
Such materials as stainless steel will have an elastic recovery. Next time, reduce the drill size slightly to maintain the proper minor diameter after threading.
The same-sized tap drills are smaller in the case of fine threads. Thicker threads give a greater range of purchase, but sometimes require pilot holes in tougher material.
With high-speed machining, there may be a fit alteration due to thermal expansion. Tap behavior prediction can be done through considerations of chip load and through controlled feed rates.
In the case of tapping blind holes, there is restricted access to coolant. Apply a tap holder with high performance, with channels of coolant or MQL to sustain tool life and finish of threads.
The varieties of threads are dependent on use, direction of loads, behaviour of material, and conditions of assembly. The thread forms possess separate performance features. The type chosen is also very important in high-precision or load-sensitive assembly. This is the section that explains the principal types of threads utilized in industries as well as their applications.
Unified National Thread Standard
North America has unified threads that are common. The UNC threads have rough pitches that are perfect in terms of fastening and low likelihood of stripes within the soft materials. In shallow depths, the UNF thread has a finer pitch and is stronger. The two conform to ANSI special tolerances.
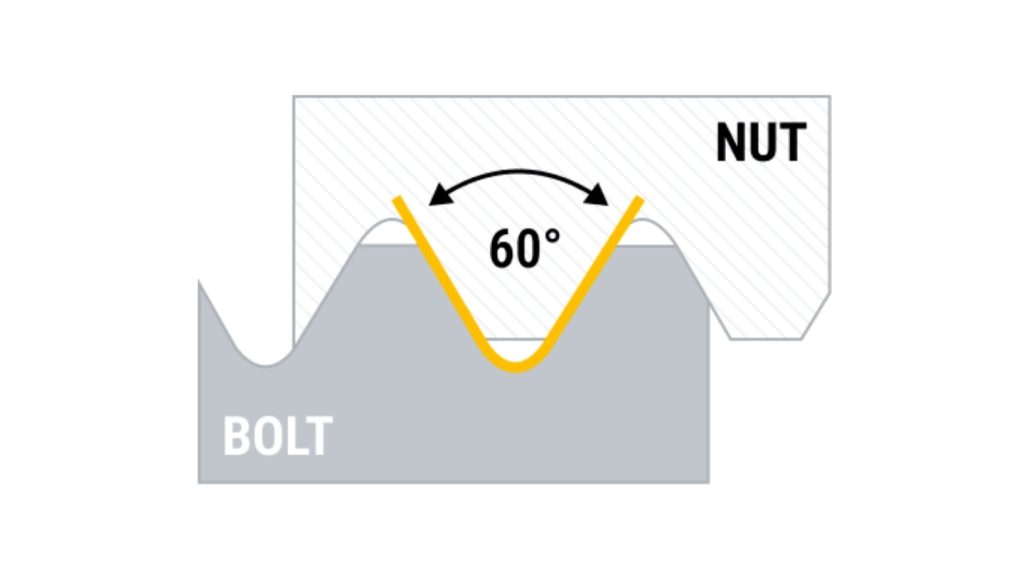
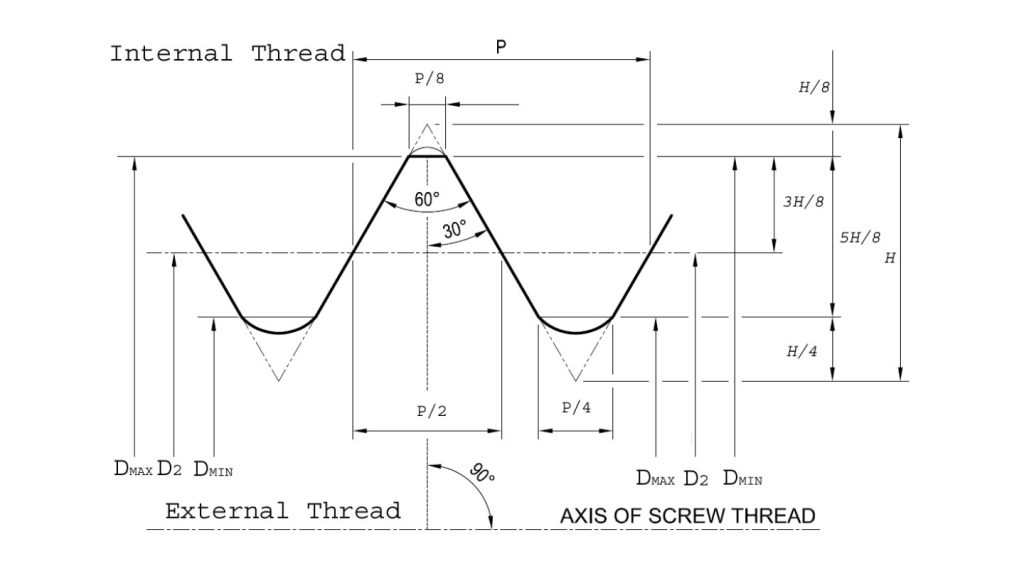
ISO Metric Thread
Metric threads are uniform as per ISO and applied worldwide. They are symmetrical with a 60-degree profile with the rough, fine, and extra-fine types. They are popular in order to perform world interoperability and precision assemblies of all types, particularly in automotive and aerospace markets.
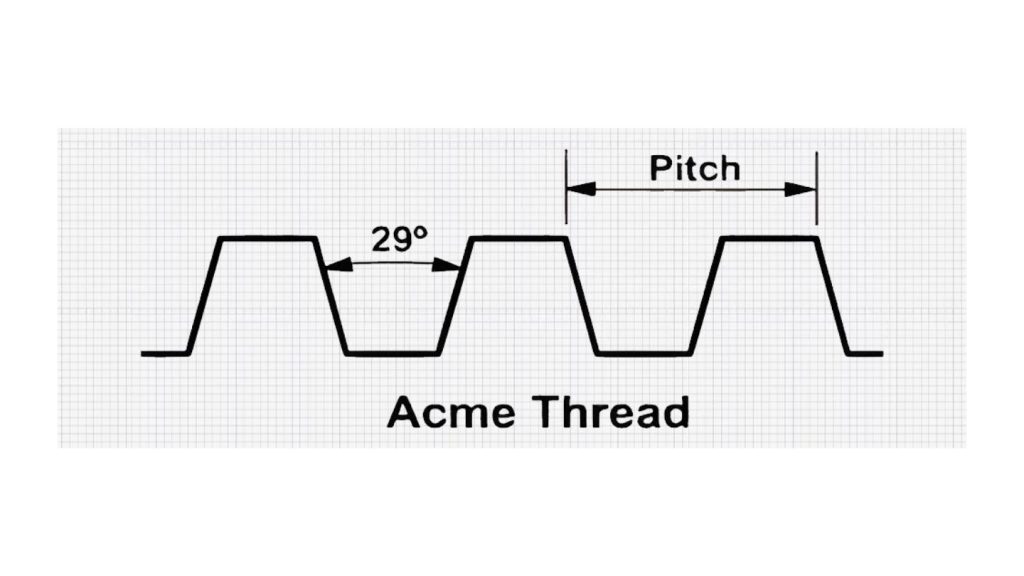
ACME Thread
Acme threads are of trapezoidal profile. These are intended to support heavy axial loads, and they are frequently found as part of a power transmission or linear motion system, e. g. lead screws and jackscrews. This makes them more durable to heavy pressure as the root is wide.
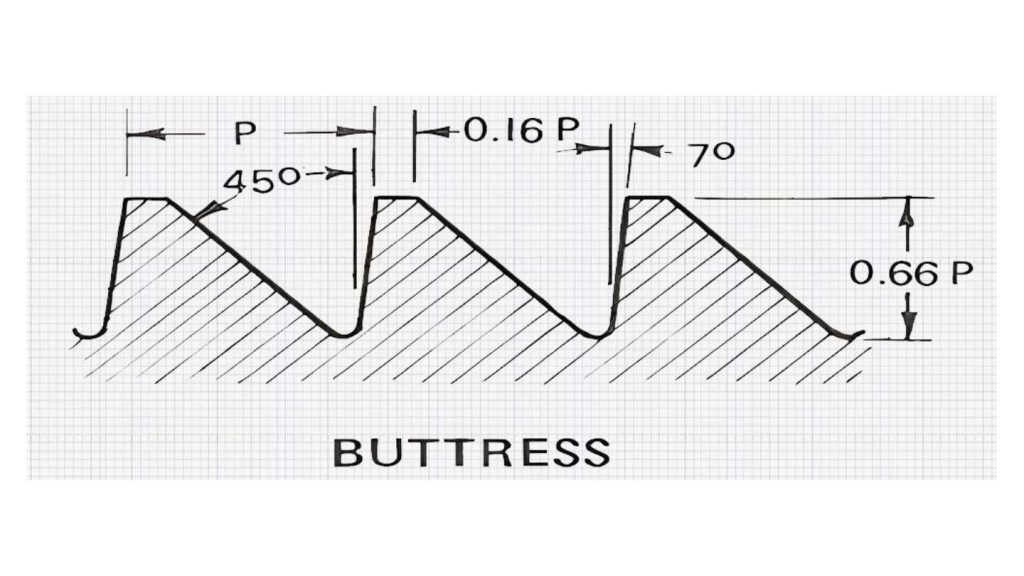
Buttress Thread Illustration
The buttress threads carry high axial loads in one direction. They are asymmetric in profile and are steeply loaded on one side, and are usually used in oil field tools and high-pressure vessels. They have high-strength compact threading.

Square Thread
Maximum power transmission efficiency is offered by square threads. Their shape has the advantage of excluding the radial load, so they are suitable for heavy-duty jacks, presses, or actuators. But they prove to be harder to machine on account of the clearance limitations of the tools.
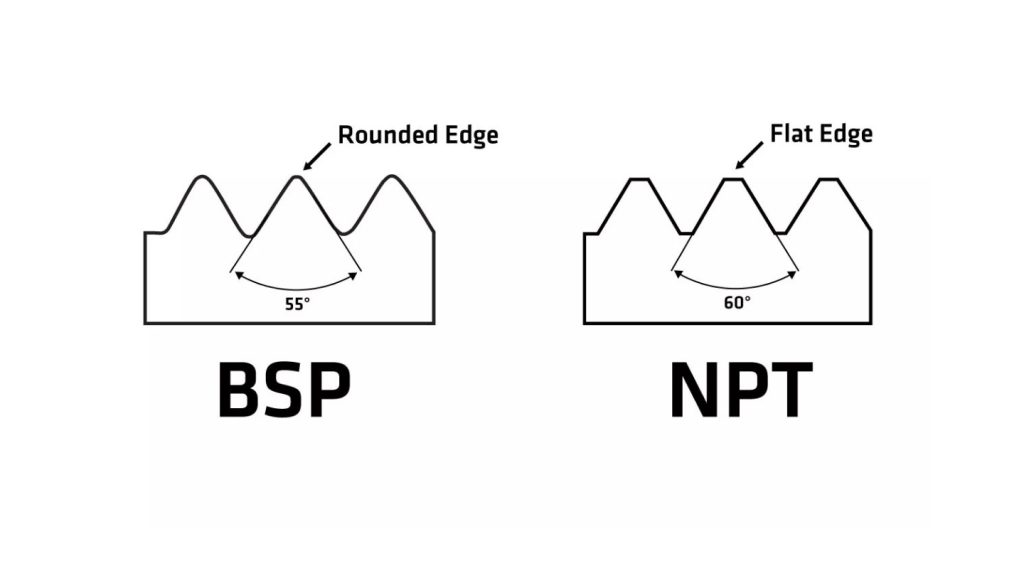
BSP and NPT Threads
NPT and BSP threads are tapered, tight-sealing threads. NPT (National Pipe Thread) is common in the U.S., whereas the international equivalent is referred to as BSP (British Standard Pipe). The two are essential in hydraulic, pneumatic as well and plumbing systems.

Helicoils
These threads seal up or strengthen tapped holes, particularly in soft or worn materials. Helicoils are stainless wires fitted into inserts that make aluminum or magnesium parts durable and strong. They find use in aerospace and precision work.
Knowledge of thread classes and fitting tolerances is important in the production of functional and successful assemblies. Not only do threads have to be matched dimensionally, but they also have to comply with non-dimensional performance requirements. The tolerance is defined by the class, and the fit ensures that there is appropriate mating between the internal and the external threads.
Tolerance or looseness of a thread is called thread class. Classes of unified threads are Cross Sectional Area Class 1, Class 2, or Class 3. Class 1 offers the loosest fit and is used where a fast assembly is the main concern, and accuracy is not a priority. The general-purpose fasteners are Class 2. The closest fit is Class 3, and it is used in the precision markets such as aerospace and instrumentation.
The same principles apply to metric threads, which are conveyed in global ISO tolerance positions, i.e., 6g for bolts and 6H for nuts. The coincidence guarantees either regular mediations or clearances, depending on the design purpose.
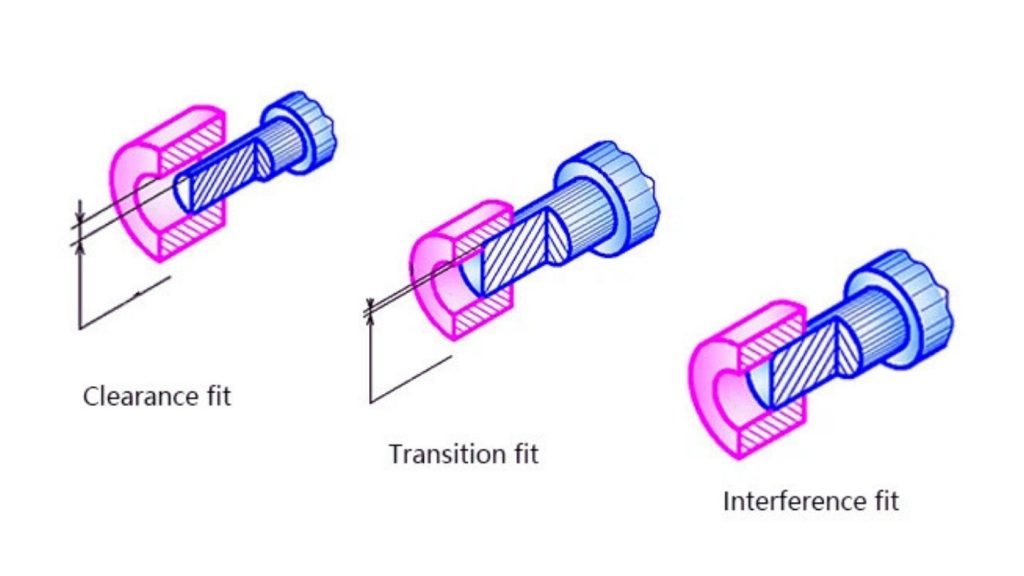
Clearance Vs. Interference Vs. Transition Fits
The clearance fits enable easy mating and disassembling. They are applied where it is likely that they will be removed often, and their alignment is not a critical load parameter. Interference fits, however, provide a close involvement and avoid vibration penetration. They are frequently used in the assemblies that are permanently loaded.
The fit influences the tapping process. The high precision fitting might necessitate coated taps, fine lubrication, and stringent control of chips so as to preserve the thread and prevent breakage of tools.
The Class and tolerance of the thread have a direct effect on tool wear and surface finish. High precision threads (Class 3 or 6H) need sharp and wwell-maintainedtaps taps with firm arrangements. On some tolerant sensitive parts, thread formers could be chosen to minimize burrs and maximize accuracy as compared to cutters.
Toolpath simulation and in-process inspection in CNC environments have the requirement to check whether threads remain within given limits. Fit deviations may cause failure with regard to functionality, particularly in aerospace or pressure sealing systems.
Thread accuracy, tool life, and part integrity depend on the choice of the correct tap type. The tapping heads combat different machine conditions, thread depths, and workpiece characteristics. Improper use will cause premature tool breakage, scratchy threads, or drift.

Hand Tap
Hand taps are more common in general-purpose tapping operations where there is a manually used. These are of three types: taper, plug, and bottoming. The taper tap is inserted in a step-wise manner and lightens the axial load. Plug taps fill up the majority of the thread, whereas bottoming taps fill up at the bottom of a blind hole.
Less frequently in CNC installations, hand taps are still used on small-batch repair or manual finishing where access or control is compromised.

Spiral Tap
Gun taps are called spiral point taps, and they move chips in the forward direction and are best suited for through-hole applications. They are designed in such a way as to reduce chip congestion and allow higher cutting speeds. They work decently on the materials that give out continuous chips, such as low-carbon steel and aluminum.
Such taps are common in the production areas where the priorities are chip evacuation and cycle time.

Spiral Flute Taps
Spiral flute taps are specialized for blind holes. Their helical flutes blow the chips out of the hole again, thus limiting the possibility of the chips being packed in the bottom. Those are especially good on the less hard metal or stringy material, such as copper or stainless steel.
Higher feed rates are possible with their geometry; however, the presence of chip clearance and depth should be observed to avoid deflection.

Forming Taps
The nipples make threads through cold forming, as opposed to cutting. The displacement of material happenssand no chip evacuation is necessary. These are appropriate to ductile materials such as aluminum, brasssand mild steel. They do not produce chips and hence are extremely efficient in blind holes where a tight tolerance is needed.
The results of making taps are also better as it makes a stronger thread with a smoother surface, though it needs an accurate pre-hole sizing and appropriate lubrication.
Interrupted thread taps. The cutting teeth of an interrupted thread tap are interrupted to minimize friction and heat. They are applied in abrasive materials where there is an issue of wear. The alternating of cutting teeth reduces torque and enhances cutting balance.
They fit well when it comes to such materials as cast iron or hardened steel, particularly in high-production situations.

Combined Drill & Tap
Combination tools, either drill-and-tap or drill-and tap fit a hole and cut a thread in a single operation, which lowers tool change-over and set up time with speed-intensive CNC operation. It favours short-threaded features and soft materials and should be used with care to ensure alignment is kept and control over the material.
The selection of the correct tap drill size directly influences the thread integrity, tool wear, and dimensional repeatability. In precision applications, a slight difference in the size of the drill can cause oversized threads, stripping, or too much torque.
In the case of most common applications, the sizes of tap drills are chosen to yield a thread engagement of approximately 75 percent. This balance provides good threads but does not overload the tap. Larger percentages strengthen the holding, as well as stiffen the cutting. During production runs, the lower percentages can lengthen tool life and still run within spec.
The percentage of thread is not a guesswork. Consider the tensile strength of a material and use tabulated data or the "standard tap drill" charts according to the thread "class" (ie, the tensile strength).
Light, soft materials such as aluminum enable closer thread engagements without wasting much torque. Conversely, the more rigid alloys might mean that the drills are just a bit bigger to be sure that the ap does not break. An example is that of stainless steel, which may require an even larger opening of the pilot hole on account of the work-hardening characteristic of this metal.
Pre-drilling and reaming are useful in precision work. This provides roundness of bores as well as diameter before tapping commences.
RPM of drills, the rate of feed, the delivery of coolants, and drilling peck need to be adjusted to the material and depth of the hole. The high temperatures or chip packing due to unsuitable parameters result in head distortion or tool breakage. With deeper holes, you should counterbalance the hole with the parabolic type of drills or spot holes to ensure that the hole is straight and there is less jamming of chips.
Tool holding should be taken into consideration in your setup, too. Head tapping, floating hold downs, or ard tapping operations should support the spindle and control package. In CNC operations, rigid tapping is ideal when depth control and repeatability are required.
Choosing the right tap drill size is key to strong threads. If your drill is off, threads can strip or tools can break. Every thread type, whether UNC, UNF, or metric, needs a matching drill for clean and secure results.
At ApexRapid, we understand how critical this step is. That’s why our team checks every thread size carefully before machining. It helps reduce wear, avoid errors, and keep your parts consistent.
From fine threads to coarse ones, each part needs the right balance. Our experts use the right tools, tap styles, and thread forms for your job. When precision matters, ApexRapid delivers reliable threading every time.

Laser Welding: Process, Effective Tips & Techniques for Optimal Welds

Metal Stamping Design: Process, Considerations & Useful Tips

Aluminum Heat Sinks: Process, Techniques & Applications

Aluminum Car Parts: Benefits, Techniques, and How to Source

CNC Medical Machining: Process, Techniques & Applications

Complete Automotive Machining Guide: From Discontinued Parts to Custom Solutions
