
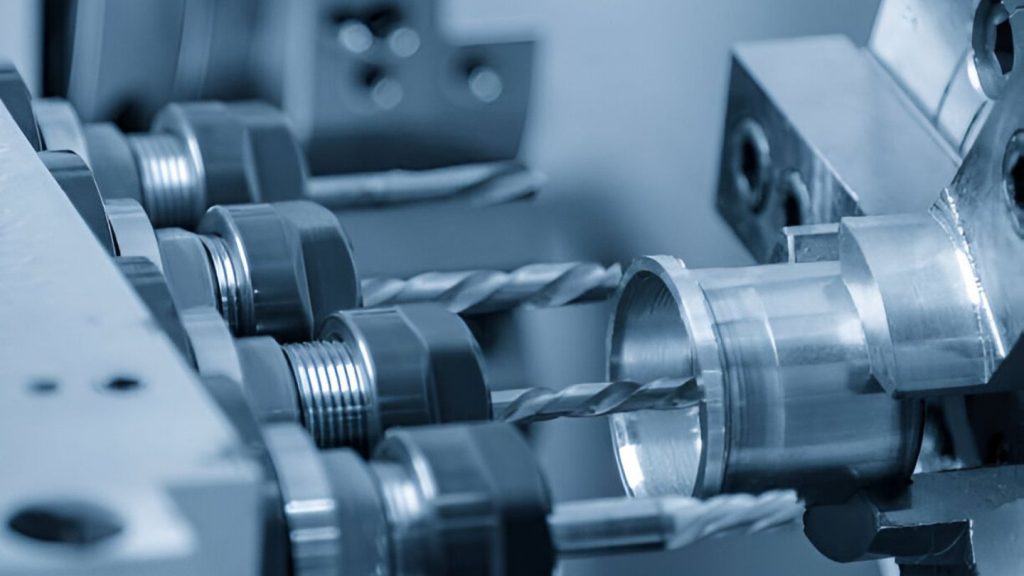
CNC precision-machined parts play a prominent role in modern manufacturing. These components are shaped with dimensional accuracy that often exceeds one-thousandth of an inch. They are vastly employed in industries where tight tolerances and clean finishes are not optional but essential.
You see them in aerospace, medical, optics, and robotics applications. Each part must meet strict specifications to perform correctly. Even a minor variation can affect fit, function, or long-term reliability. That’s why precision machining is not about cutting faster; instead, it’s about cutting smarter.
CNC machines allow control over every dimension, surface, and angle. With multi-axis setups and skilled programming, complex geometries become routine. Parts are produced with less rework, higher consistency, and full traceability. In short, CNC precision machining ensures parts are built right the first time.

CNC Precision Machined Parts Displayed in Bulk
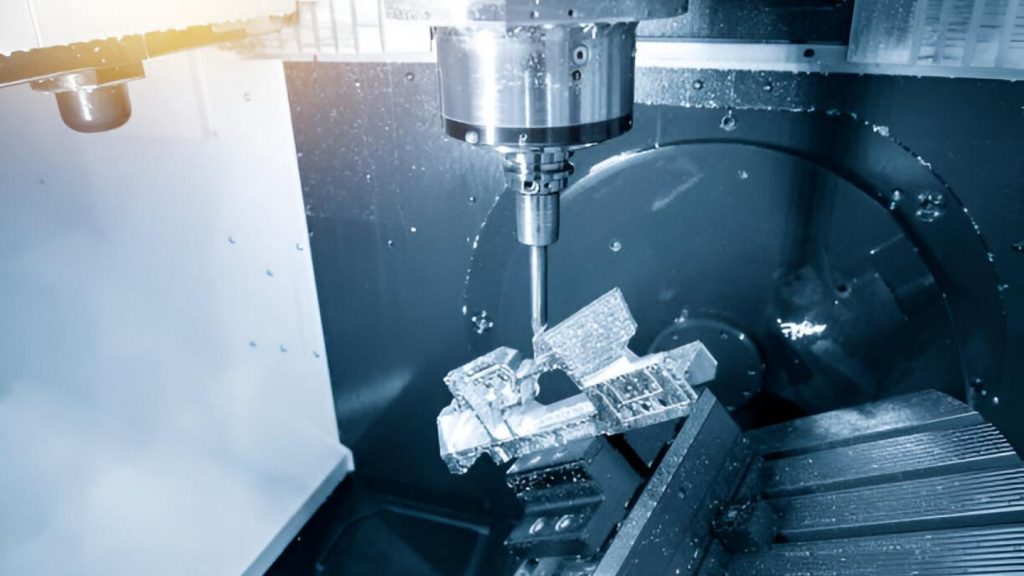
CNC machining is not exactly a toolpath-driven process. With high-tolerance production, it comes to the coordination of motion dynamics control, thermal drift, and behavioral control of material. The precision parts may only be attained when tooling strategies satisfy machine kinematics and in-process variation is addressed as an active process.
The sophisticated teams adopt the unified CAD-CAM processes, active tool compensation, and a duplicate fixtures system. Here, the results of machining are not only determined by programmed routes, but also by the response of machines towards real-time loading.

Particular engagement patterns are used to produce toolpaths to control cutter load. Constant engagement strategies lead to less radial stress in the contoured profiles. The deep pockets are segmented by the axis angle of the tool to maintain constant chip load. Overlapping of toolpaths is also reduced to prevent the thermo build-up and broken blend lines.
The selection of a cutter is not merely a matter of hardness or coating. As an example, thin-wall aluminum needs low helix angles to minimize pulling force. In stainless materials, tools that are edge-prepped eliminate micro-chipping. Complex zones are modeled with tool deflection with the aim of directing stepover and depth choices.
The fixtures required should be capable of structural and thermal stability. The clamping schemes are aimed at taking in dynamic force vectors. Machine probing systems are aligned with modular fixtures so that reorienting is possible without violating the reference. Contact stresses are not supposed to be confined in the case of thin webs.
The surface is kept consistent because rotary axis movement is matched with that of the tool tip orientation. The limits of angular velocity are pre-compensated to prevent the ripple marks. Adjustments of machine backlash are made based on a group of toolpaths. Blending transitions in rotary movements is arranged in a way that they reduce the change in tool engagement.
Spindle load, vibration, and thermal expansion are monitored within the real-time feedback systems. Such inputs cause natural feed modifications during the cycle. Thermal growth is charted and pre-compensated by tool offsets on high-precision runs. Load deviation limits are set on a material and part geometry basis.
Once the roughing and finishing have been done, the post-machining routines take care of surface specs. Chamfering and edge smoothing are performed automatically and eliminate inconsistencies. The CMM data is recycled to CAM templates in order to refine subsequent batches. The reflectivity of the surface and levelness of the surface are confirmed in controlled light and temperature.
During precision machining in CNC, the choice of material places a performance restriction. The material used is tolerant, repeatable, and has a tool life. Every alloy is effective for tool pressure, heat, as well as chip charge. That is why the alignment of materials and processes is basic.

Aluminum Machined Parts
Aluminium is used due to its velocity, consistency, and heat regulation. Such alloys as 6061-T6 and 7075 are strong and also easy to cut cleanly. 7075 machines quickly but strains thin walls in service. Geometry should be equated with feed rates to lessen the danger of distortion. It has a high heat expansion that requires controlled roughing as well as rest-finishing.

Stainless Steel Machined Product
Wear-resistant stainless steels include 304, 316, and 17-4PH stainless steels. They cut at a lower speed and create excessive tool wear with depth. In the case of medical or part of aerospace, finishing steps are crucial. Reliability and consistency of the surface are enhanced by polishing and passivation. These grades involve the application of accurate coolant and chip clearance as well.

Tool Steel Machined Parts
Such tool steels, as A2, D2, and H13, are strong. Such are frequently roughly machined, soft, and afterwards hardened to ensure accuracy. The hardened profile requires carbide tools and their rigid arrangements to make the cuts. Edge geometry is safeguarded during reduced vibration and climb milling. Fixtures have to resist radial tool pressure at full depth.

Titanium Machined Parts For Automobile
Ti-6Al-4V has critical applications in aerospace and defence components. It has a good retention shape and highly generates heat in the process of cutting. The edge stress and welding are minimized because of tool coatings and adaptive paths. Interrupted cuts will prevent heating of the cutting tool and breakage. The flow in the coolant should remain the same despite changing contours in the parts.

Brass CNC Turned Part
Brass is quick to machine and great for controlling chip break. C360 gives rapid RPM and low rates of wear at the edges. Copper also takes time to machine because it is sticky and also forms burrs. Control by using polished, low-cutting-force instruments. A higher deburring or lapping may be required in electrical-grade components.

CNC Machined Plastic Parts
High-performance plasticscssuch as PEEK, Delrin, and Ultem, are easily distorted. These have to be clamped in a vented and polished tool. Edge finish and hole consistency of small cuts are influenced by heat. Other versions of fiber-reinforced materials lengthen the tool life and increase the strength. To obtain improved edge quality, use sharp carbide and a slower feed.
The precision parts serve the industries that require close performance expectations. In each cut, you require consistency, stability, and clean geometry. These are the specific qualities that are used in different sectors due to CNC machining.

Aircraft Machined Parts
Machined components are high-stress and extremely thermal cycle resistant. You find them commonly in actuator brackets and sensor mounts. These components deal with weight tolerances in maintaining stable dimensions. Critical strength is achieved using Titanium and Inconel materials.
The accuracy of surgical equipment and implant frameworks is of great essence. Here, you should not have stress risers and abrupt turns. Spine implants and orthopedic locking plates are made by CNC machining. Titanium and 316L steel are still the favorite materials when there is a need to make safe contact.
Wafers are put in machined parts and direct robotics arms. You require sub-micro-flatness and flawless thermal control. Plates of aluminum and ceramic are better used in vacuums to enhance stability. These components are used under static-free and non-vibration conditions.

Transmission Countershaft
These components operate at high pressure and continuous loads of fatigue. Throttle housings and shaft couplers are made by CNC machining. You will require strong hold fits that do not have the problem of misalignment. The use of steel and cast aluminum prevails in the assembly of the drivetrain.
You require sturdy motion that has little backlash in the system. Correct paths are assisted by machined joints, grippers, and housings. Each motion is based on fit and repeatable force. Aluminum and acetal seals are useful in attaining weight and noise reduction in the system.
Such components support lenses, mirrors, as well as light baffles. What you require is close symmetry and small amounts of reflection off the surface. Optical mounts are machined in CNC to have a smooth transition. Ultem and black anodized aluminum limit the amount of distortion and glare.
Wear resistance and sealing accuracy are required in valves and nozzles. Machined housings are used in chemical plants and turbines. Here you employ bronze, stainless steel, and special alloy. Tolerances should be able to allow steady flow and a wide temperature range.
The precision parts need more than regular cutting or defined toolpaths. You must have techniques that are flexible to material behavior, surface specifications, and geometry. These methods assist in the management of stress, minimization of distortion, and strict tolerances.
High-speed milling provides the possibility of doing passes at higher speeds and lighter loads. It is advantageous during thin-wall machining or machining areas with large surfaces. You obtain smoother finishes and less wear on tools. Forces are low on every cut by small stepovers.
It is your hard turning that is applied in parts requiring finishes that are similar to ground ones. It is perfect on shafts, bushings, as well as hardened steel features. It saves time in the short run by reducing the time required to grind. It provides roundness in a repeatable way using stable inserts.

Wire EDM Machining
Wire EDM does not deform metal; that is why it does not cause distortion. You apply it on dies, mould inserts, and small slots. It has micron precision and is suitable for use on hardened alloys. The finishing is clean and no burr is formed.
Swiss Turning
Swiss machines are useful when machining long and skinny pieces. You frequently find them in medical pins or electro contacts. The tool is near the cut with the help of the guide bushing. That makes it more accurate and restricts deflection of parts.
Jig grinding is used when holes are required to be precise to the extreme. It is applied in filling cavities or completing dowel holes. You have improved control over roundness and depth as compared to milling. Preparations are important- the setting has to be spot on.
5 Axis CNC Machining
5-axis machining gives you access to deep or angled spots all within a single setup. It is necessary in the aerospace brackets, turbines, or medical housings. You reposition, you keep your tolerance stacks that are minimum. This promotes the quality of the surface as well as repeatability.
Verification confirms the correctness of all the features made by the machining process. Even the most effective toolpath strategy can end up with a non-conforming component without precision measurement. The following are more inspection techniques that were applied to high-spec CNC manufacturing processes.
Internal diameters are gauged repeatedly with air gauges. You insert a jet probe into the bore, and the airflow varies depending on the clearance. It is non-contact, quick, and suitable for thin-walled parts or delicate parts. It has a wide application in valve housing and hydraulic fittings.
Height gauges can be used to check the heights of surfaces as well as slots accurately. You apply them to check step changes, shoulder height, or slot depth in components of a flat surface. They have granite bases and digital displays, and their precision is at the micrometer level in workshop conditions.
These tools measure concentricity and roundness of shafts, bushings, and bearing interfaces. You turn the part past a measuring probe and plot the runout. This is necessary where there is misalignment in rotating assemblies, which results in premature wear.
Thread plug and ring gauges test the thread class, pitch, and lead error. The quality of threads used in aerospace and fluid connectors should be that of ASME or ISO. Manual gauges are fast, whereas optical systems permit a more complex profiling.
The material consistency after heat treatment is checked either by Vickers or Rockwell hardness tests. They ensure that the part which was machined does not crack, yet it has the necessary hardness. This is essential in automotive powertrain components, where performance is subject to the hardness of the surface.
In the case of micro-machining, the features less than 200 microns could not be checked with the conventional tools. Micro grooves, channels, or EDM textures are inspected with a high-magnification optical microscope. These particular ones apply particularly to semiconductor and medical device components.
Laser Micrometers are appropriate for small-diameter parts like pins, wires, or shafts. They are used to take unending diameter measurements during production. This is useful in monitoring turning, in which case dimensional drifts may arise on a long turn.
Precision matters when your parts need to perform under pressure. Whether you're working with complex aluminum components or tight-tolerance medical inserts, CNC precision machining offers the control and consistency professionals demand.
Apex Rapid brings deep expertise to every part produced. From design review to final inspection, their team focuses on accuracy, speed, and quality. Their CNC precision machining services are built for industries where failure is not an option.
If your project needs reliable machining with professional results, ApexRapid is equipped to support it, every step of the way.

3D-Printed Drone Parts

SLS vs. MJF: Key Differences & Applications
A Complete Guide to Precision Machining

CNC Milling Finishing and Design Guidelines
A Complete Guide To Micro CNC Machining

Aluminum CNC Machining — A Beginner’s Guide
