
Protecting metal surfaces in opposition to corrosion while preserving ideal electrical conductivity is an important issue in the areas of manufacturing for industry and metal finishing, especially in industries including electronics, aircraft, & defense. Alodine coating, additionally referred to as chromate conversion coating or chem film finish, constitutes one of the most utilized treatments for aluminum and magnesium surfaces.

On non- ferrous metals, alodine is an instance of chemical-based conversion coating that increases corrosion resistance & gets the outermost layer ready for paint or powdered coatings. Alodine offers a thin, conducting film that keeps tight machining tolerances, which is crucial in high-precision industries, in contrary to anodizing, that generates a more thickening and insulating oxide layer.
Alodine coatings are frequently used in electronic enclosures, military gear, parts for aircraft, and numerous other high-performance uses since they have been shown to meet strict military & aerospace requirements like MIL-DTL-5541. The technique's cost-effectiveness, simplicity of use, plus suitability for intricate geometries render it highly sought after.
The theory, process, types, advantages, environmental factors, & industrial uses of alodine or chem film coating will all be addressed in this article, that will also explain how they are now an essential surface treatment for modern production.
Henkel Corporation developed the Alodine brand for a line of the chromate conversion coatings that are primarily used on surface composed of magnesium or aluminum. In commercial circles, the terms "alodine," "chem film," or "chromate conversion coating" are occasionally employed indiscriminately; nonetheless, there are small distinctions that ought to be understood, especially when discussing technical requirements or quality standards.

Chromate conversion coating (CCC) refers to a method of chemistry that uses a reaction of chemicals with a chromium solution to create a barrier of protection on the outermost layer of a metal substrate. This approach is especially helpful for critical electronic & aerospace components because it increases corrosion resistance, increases paint adhesion, yet retains electrical conductivity, like several other coatings.
This surface treatment method is often referred to in the marketplace as "chem film," but Henkel's proprietary range of chem film products is particularly known to as "alodine." Alodine 1200S (hexavalent) & Alodine 5200 (trivalent, RoHS compliant) constitute two of the most commonly utilized alodine compounds; each has been developed to meet sure performance & regulatory needs.
Global standards such MIL-DTL-5541F, that govern the coating quality, applying technique, & classification (Class 1A or Class 3), typically regulate the procedure.It is crucial to understand this jargon because precise requirements can impact anything from how well products perform in essential situations to compliance certifications.

Chromate conversion coating depends on a carefully controlled chemical process that changes the base metal's surface, typically magnesium or aluminum. The transformation process occurs whenever the metal is subjected to a chromate-based the solution, forming a amorphous, similar to gel oxide layer that is chemically linked to the metallic surface.
The topmost layer offers increased corrosion resistance & serves as the perfect substrate for paint, glue, or other second coatings. It ultimately hardens into a long-lasting film. Alodine is excellent in electronic & aerospace components that need EMI/RFI shielding as it preserves the conductive properties of the fundamental material, that distinguishes it among numerous other finishing options.
Chromatome conversion coatings are produced using two main chemistries:
The chromium-based solution forms a thin, chemically bonded layer of chromium oxides and salts by slightly etching the metal surface during the coating process. With a thickness of just 0.00001 to 0.00004 inches, it’s ideal for tight-tolerance applications such as precision-machined parts, electrical connectors, and aerospace fasteners.Unlike surface-level coatings, this chemical conversion process delivers long-lasting protection and consistent performance—even in demanding environments.
To be able to get the greatest adherence, consistency, & performance, applying an alodine coating needs a precise, multiple stages procedure. The process needs to be closely tracked whether it is carried out by immersion, spray, or brush, especially if complying to industry norms like MIL-DTL-5541.

This is an extensive account of the chromate transformation procedure:
Cleaning: Oils, machining lubricants, and various other contaminants are first completely removed from the metal surface using an alkaline cleanser or detergent. For the film to stick well, the substrate has to be clean.
Deoxidizing: To get rid of oxides & prepare the surface for conversion, this component is cleaned then treated with an acid-etching agent or deoxidizer (which is frequently a nitric acid solution).
Cleaning: With that, the component is rinsed with deionized water in order to get rid of any residual cleaning agents to prevent cross-contamination.
Conversion of Chromate: The primary phase in the whole process is submerging the part in the chromate conversion solution (alodine) or sprinkling it with it. Depending on the alloy, type of solution, and the desired coating thickness, contact time usually varies from thirty seconds to 5 minutes.
Last Rinse: A second rinse with deionized water after conversion removes extra chemicals & stops the reaction.
Drying: Usually room temperature or a low-heat oven is utilized to dry the part. Unless specified otherwise, baking or curing isn't required, in contrast with anodizing.
Tight dimensional tolerances are not impacted through the thin, consistent, resistant to corrosion coating generated through this fast technique. Alodine is preferred in situations involving precise production in partly due to this.
The chromate conversion coats can be separated into many classes & varieties according to their conductivity, color, corrosion resistance, as well as chemical makeup. Choosing the appropriate coating system for the job requires an understanding of these classes, especially if RoHS or MIL-DTL-5541 compliance is required.
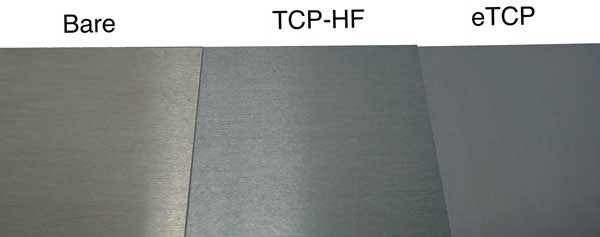
Type I: Has a distinctive yellow-gold or shimmering finish due to the inclusion of hexavalent chromium (Cr⁶⁺). recognized for its excellent resistance to corrosion and widespread application in aerospace & military applications. Hexavalent chromium, on the contrary hand, has been phasing out in numerous industries due to its potentially hazardous categorization.
Type II: Compatible with RoHS and REACH, it includes trivalent chromium (Cr³⁺). It provides a bluish or transparent gloss and is believed by some to be safer for both the surroundings and employees. This corrosion resistance is acceptable to many commercial applications, though being slightly less than Type I.

Class 1A: Made to offer the greatest degree of corrosion protection, it serves as an excellent basis for paint or powder coated surfaces. Frequently discovered in exterior parts and structures of aircraft.
Class 3: Intended for uses like electrical connectors & enclosures which call for excellent electrical conductivity. encompassing that is slightly thinner than Class 1A.
MIL-DTL-5541F Type I, Class 1A, for example, is often used in aircraft components which are subjected to extreme temperatures, while Type II, Class 3 might be used in consumer electronics.
Alodine coatings particularly well known for their effectiveness, adaptability, & affordability, especially when used in precision manufacturing on magnesium and aluminum substrates. The primary benefits that render chem film finish the most common choice for industrial surface enhancement are outlined below:
Chromate conversion coating's outstanding capacity to avoid corrosion, especially in high-humidity or maritime environments, is one of its primary advantages. Parts coated with alodine may withstand thousands of hours of salt spray evaluation, meeting rigorous aerospace & military specifications.
Alodine is appropriate for electronic the housings, EMI/RFI shielding, & grounding routes in military and aerospace applications since it protects the conductivity underlying the base metal, contrasting anodizing or powder coating.
As a conversion primer, alodine enhances the adherence of topcoats like paint or powder. The need for distinct pretreatment procedures is reduced by this multipurpose capability, involving adhesion & corrosion resistance.
Given its extreme being thin (usually between 0.00001 as well as 0.00004 inches), the coating is excellent for products that need precise mechanical tolerances, including electrical connectors as well as precision-machined parts for aircraft.
The alodine process is suitable for both small-batch prototyping & large-scale production since it is comparatively less expensive than anodizing or plating and can potentially be executed via straightforward immersion, spray, or brush methods.
Chromate conversion coating, or alodine, is crucial for numerous various industries, notably those that need lightweight, high-performance substances like aluminum. A chem film finish is appreciated for its ability to strike a balance between corrosion resistance, conductivity, plus affordability in applications ranging from precision electronics to aircraft constructions.

Weight reduction & corrosion prevention are essential in aeronautical production. Alodine is frequently used to:
It is the recommended treatment of choice for aluminum airframe parts and structures subjected to the weather due to its compliance to MIL-DTL-5541 Class 1A.
Alodine coatings are employed on components including:
In current EVs & hybrid cars, where aluminum is being employed in increasing quantities to reduce weight, the thin, conducting layer is particularly crucial.
Alodine's EMI protection & electrical conductivity render it ideal for:
Due to the strict dismissive requirements, chem film coatings are often used in:
Alodine gets used in:
It works well both for OEM production & field maintenance due to its low cost and simplicity of use.
The practical needs, exposure to the environment, & financial limits of a component all impact the decision of surface treatment. Alodine contrasts with other typical metal finishing options as follows:

Alodine is ideal for electronics & aerospace grounded systems as it forms a thin, conducting layer. Anodizing produces an insulating, thicker, more durable oxide covering that is perfect for aesthetic treatments & wear resistance.
Alodine gives less protection from abrasion but is faster yet less costly.
Ideal for:
While it hinders conductivity, powder coating gives a lasting, visually appealing finish with great impact resistance. As a pretreatment layer, alodine improves adherence of powder coats.
Ideal for:
Steel is the appropriate substrate for zinc coatings, providing a superior barrier to corrosion but may also substantially boost thickness. Alodine offers tight control for precision items, while galvanizing is mainly employed for structural steel.
For alloys composed of magnesium & aluminum, alodine is suggested.
Ideal for:
Each of the treatments of the surface has unique advantages. Alodine, however, provides exceptional adaptability for electrical specifications, accurate tolerances, as well as lightweight metals.
Health organizations including the Occupational Health and Safety Administration (OSHA) including the U.S. Environmental Protection Agency (EPA) have classified hexavalent chromium, which can be found in Type I Alodine coatings, as a carcinogen. Continuous exposure, either by skin contact or inhalation, may lead to major health problems, including skin irritation, breathing problems, and a higher likelihood of cancer.
Facilities which employ conversion coatings made from hexavalents have to take certain precautions because of these risks:
presently many nations possess laws that limit or outright forbid the use of hazardous supplies in industrial operations. Amongst the most well-known are:
Trivalent chromium (Cr³⁺)-based Type II coatings consequently have grown progressively more common. Although they have somewhat less corrosion resistance, they're also non-carcinogenic, safer to feed the environment, & RoHS/REACH compatible with one another.
Particularly in crucial sectors like aerospace, electronics, defense, & transportation, selecting an appropriate surface treatment is essential for guaranteeing peak performance, longevity, cost effectiveness, and compliance with regulations.
Important Things to Think About: Take into consideration the following considerations while choosing between chem film & alodine as your final solution:
Alodine is produced especially for non-ferrous metals, notably alloys of magnesium & aluminum. If you're dealing with stainless steel or steel, galvanizing or zinc plating is perhaps more suitable.
Alodine provides an extremely strong first barrier if your application faces exposure to chemicals, moisture, or salt spray. Class 1A coatings (MIL-DTL-5541F) are frequently encountered in defense-related items & aerospace structures as they offer the most advanced form of corrosion protection.
Alodine is more effective than anodizing on or powder coating for items that need grounded or EMI shielding as Class 3 coatings retain conductivity.
For things that are going to be painted or have a powdered finish applied, alodine is an excellent pretreatment. It extends the shelf life of the end result and enhances adhesion.
Types II (trivalent chromium) or non-chrome chem films are to be taken into consideration if your goods will be sold in locales where RoHS or REACH standards have been implemented, or if your business has sustainability goals.
Alodine is simpler, quicker, & less expensive than other methods like plating or anodizing, especially when dealing with goods with complicated shapes or large amounts of production.
Alodine, or chromate conversion coating, remains a cost-effective and versatile surface treatment for aluminum and magnesium parts—enhancing corrosion resistance, paint adhesion, or electrical conductivity without affecting dimensional accuracy.
With growing demand for RoHS and REACH compliance, many industries are shifting from hexavalent to trivalent chromium to maintain performance while improving safety and sustainability. Understanding the differences between Type I vs. Type II and Class 1A vs. Class 3 helps engineers choose the right finish for their application.
ApexRapid offers custom CNC-machined parts with Alodine treatment, including both traditional and RoHS-compliant options.

HDPE VS. PP: Strength, Machinability, and Applications

Brass Vs Copper for CNC Machining: Which Material Is Best

CNC Plastic Machining: Plastic Selection, Machining Processes & Key Applications

A Complete Guide to Aluminum Sheet Metal Fabrication

Deep Hole Drilling: What It Is & How It Is Done?

Rapid Prototyping: All About Process, Techniques, Pros & Challenges & More
