Is Polyamide the Same as Nylon? Key Differences Explained
2025.08.07
blog
Table of Contents
Synthetic polymers are the single most revolutionary new material since the Iron Age, and polyamides have been the driving force behind innovation since the invention of nylon by Wallace Carothers at DuPont in 1935. The long-standing terminological confusion of polyamide and nylon obscures important differences that have direct impacts on extended design application performance in harsh engineering markets where decisions often involve the use of "extreme measures."
Although nylon precisely refers to the aliphatic polyamides made using petroleum-based precursor, the polyamide family includes aromatic, semi-aromatic, eco-friendly, recycled, and radically different molecular structures. This chemical diversity enables the covering to have a five orders of magnitude range of performance: the 3,600 MPa tensile strength of Kevlar to the chemical resistance of this nylon 12 in a biofuel line. These differences are crucial in the design of load-bearing aircraft parts that must endure thermal cycling from -55°C to 150°C, as well as implantable medical equipment that must be hydrolytically stable.
Definition and Chemical Structure
On the molecular level, any polyamide is characterized by a condensation reaction that generates the defining amide bond (-CO-NH-).
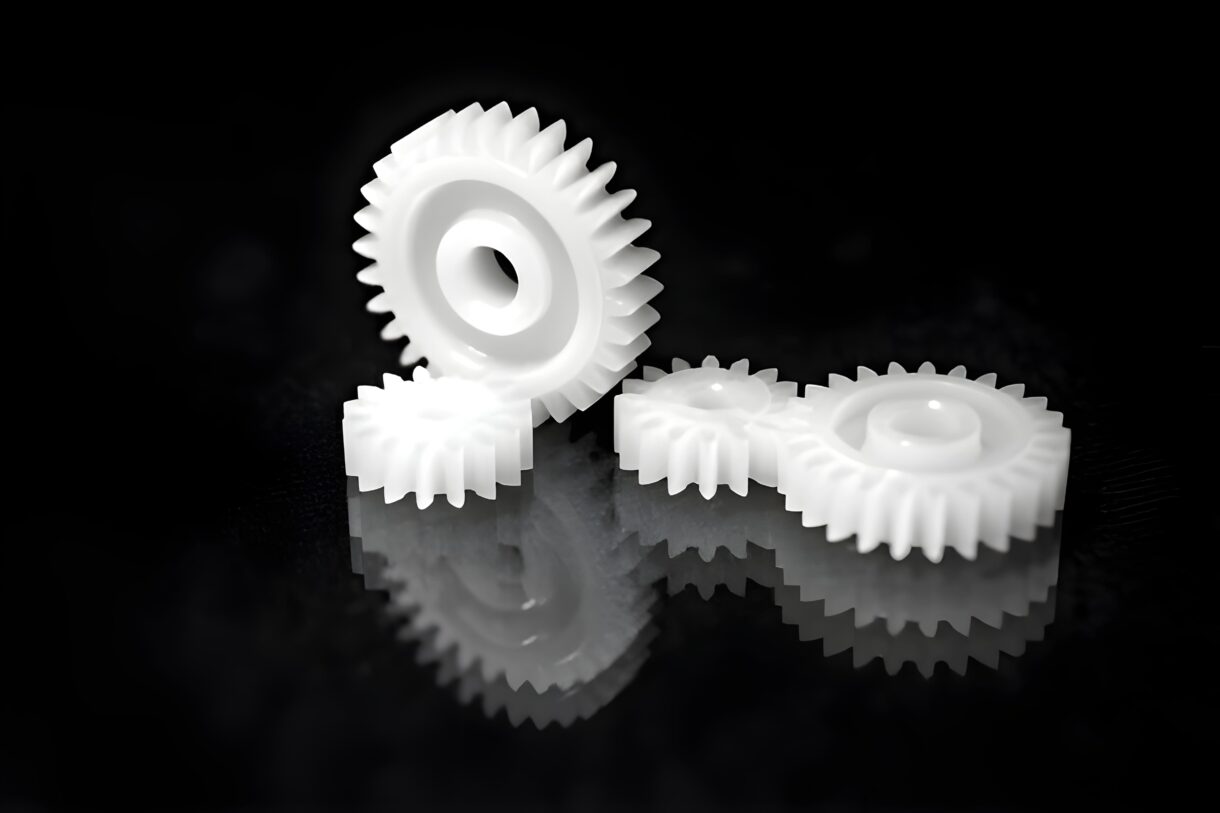
Beyond that, the distinction lies between their hydrocarbon backbone chemical structure and crystallization mechanism. Polyamides, the aliphatic polyamides of straight-chain hydrocarbons, are also known as nylon, as they were first commercialized as miracle fibers during World War II. The number system is a sort of chemical fingerprint:
Nylon 6: Nylon 6 is produced through the ring-opening polymerization of 6-carbon-atom caprolactam, with water initiators, at 220-260 °C. Obtains a 40-50 percent crystallinity by way of hydrogen bonding of the chains in parallel.
Nylon 66: It is condensed (polymerized) between hexamethylenediamine (6C) and adipic acid (6C) at 280-300°C in a nitrogen atmosphere. Accurate 1:1 stoichiometry ratio induces greater order of crystallinity (50-60%) and a melting point of 265°C, compared to 220°C for nylon 6 (PA6).
High-performance polyamide structures have been developed with ring aromatic functionality that fundamentally changes performance:
Para-aramids (Kevlar): The rigid-rod liquid crystalline structure is formed with para-oriented phenylene units. The sheet-like domains of the hydrogen bonds have a tensile modulus of 130 GPa, which is greater than steel (210 GPa) on a weight-adjusted basis.
Semi-aromatics (PPA): Aromatic rings of Terephthalic acid-linkage by aliphatic chains. Glass transition temperatures (Tg) of 125-150 °C can be realized with this hybrid architecture with melt control.
Bio-based technologies: PA510 (40 percent castor oil-derived sebacic acid) offers a 50% reduction in carbon footprint and retains 80% of the mechanical properties of PA66.
Table: Molecular Design Parameters that Control the Performance
Structural Element
Influence on Properties
Example Polymers
Aliphatic Chains
Large flexibility, crystallinity, and water absorption
PA12, PA6, PA66
Para-oriented Rings
Strength/stiffness to extremes, high thermal stability
Kevlar, Twaron
Meta-oriented Rings
Phosphor, anti-flame, amorphous structure
Nomex, Teijinconex
Aliphatic-Aromatic Hybrid
Balanced processability/performance
Amodel, PPA, and Zytel HTN
Manufacturing Processes
Latest Polymerization Engineering
Precision reaction engineering is utilized in the synthesis of polyamide to achieve the desired distribution of molecular weight:
Nylon 66 Continuous Process: Hexamethylenediamine and other chemicals or adipic acid generate a slurry of nylon salt, which is concentrated to 80% solids. Prepolymerization occurs at 220°C in pressurized reactors (17 bar), and finisher vessel and flash evaporation stages take place at 280°C. MW is controlled using acetic acid (0.5-1.0wt %) to an average of 18,000-25,000 g/mol.
Anionic P6 Casting: In this process, polymerization of the molten monomers in the molds, catalyzed by sodium caprolactam (0.1-0.5%), is performed at 160 °C. The reaction is accomplished in 15-30 minutes to form large portions of <0.1% internal strain.
Aramid Solution Polymerization: A synthesis of para-phenylenediamine and terephthaloyl chloride in N-methyl-pyrrolidone (NMP), CaCl 2 solvent at -10°C. Controlling the temperature at low temperatures while avoiding branching and attaining molecular weights >20,000 g/mol.
Throttle bodies Made from Semi-Aromatic Polyamides (PPA)
Technologies of Precision Shaping
Science of Injection Molding
Optimization of Barrel Zones:
Feed Zone: 220-240 °C (Crystal Melting)
Compression Area: 240-280 °C (Shear Homogenization)
Metering Zone: 260 300 °C (Melt Stabilization)
Mold Engineering: Conformal cooling channels can observe ±1 °C consistency. Ejection forces are also reduced by 40% by textured surfaces (VDI 3400).
Industrial Additive Manufacturing
SLS Process Control: PA12 powder that is dried to < 0.08 moisture. Crystallinity is governed by the energy density of the laser (0.03-0.06 J/mm 3). It will be bead blasting, followed by thermal aging at 120 °C for 24 hrs.
Multi Jet Fusion: Functional agents (detailing/saturation) deposited in an 8-12 picoliter world. PA11 is processed at 185°C, resulting in a density of 99.8% with a dimensional stability of ±0.3 %.
Continuous Fiber FDM: IntheMarkforged process, A PA6 matrix is deposited with carbon/Kevlar continuous fibers. The optimal settings include a deposition speed of 20 mm/s, a bed temperature of 100°C, and a nozzle temperature of 275°C.
Quality Control & Troubleshooting
Moisture Analysis: Karl Fischer titration is kept within 0.15 percent by injection molding
Rheology Monitoring: Capillary rheometry at 1000-10,000 s⁻¹ shear rates
Crystallinity Measurement: DSC analysis to determine % crystallinity based upon melting enthalpy
Common Defects/Solutions:
Splay marks: slow the drying or lower the melt temperature
Warpage: Try to maximize cooling time or maximize mold temperature
Voids: Increase pressure holding or gate Din rather large
Outer Shell for Drills Made from PA510 (Polyamide 510)
Pros, Cons, and Properties of the Material
Advanced Data with Performance Matrix
Table: In-depth Comparison of Properties
Property
PA66 (30% GF)
PPA (45% Mineral)
Kevlar 49
Bio-PA11
Tensile Strength (MPa)
210
145
3,620
55
Elongation at Break (%)
3.0
2.5
2.8
300
HDT @ 1.8 MPa (°C)
255
300
>500
150
Water Abs. 24h (%)
0.9
0.25
4.1
0.8
CTE (10⁻⁶/°C)
20
30
-4.0
100
Dielectric Strength (kV/mm)
25
28
22
35
Izod Impact (kJ/m²)
12
6
110
No break
Failure Mode Analysis
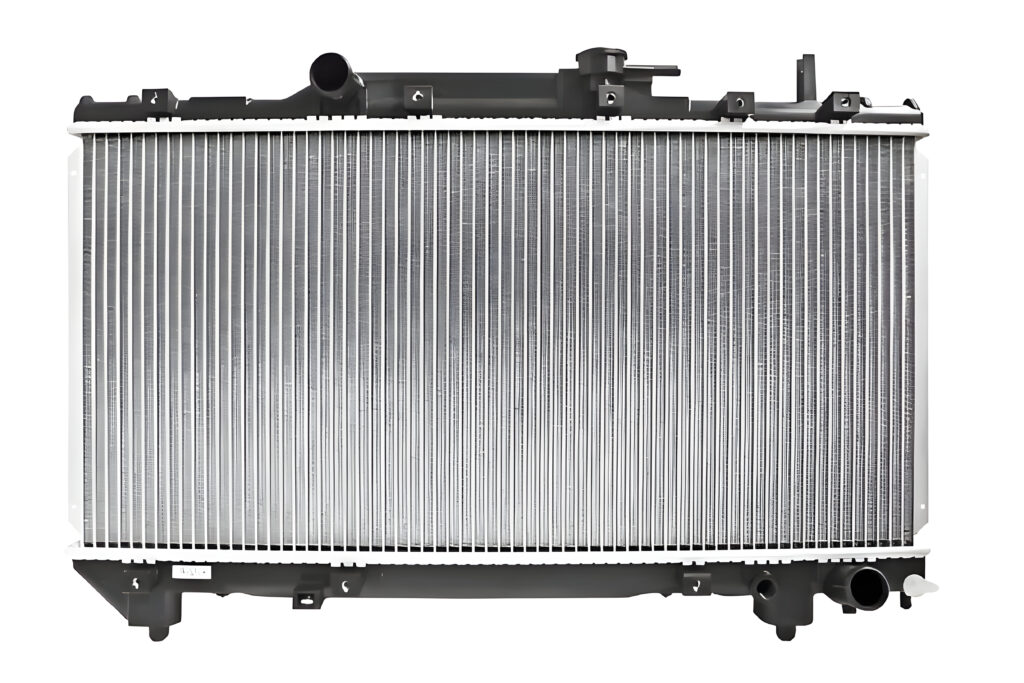
Automotive Applications of Aliphatic Nylons
Hydrolysis Degradation: PA66 loses 70% its tensile strength after 500 hours at 120 °C and 100% relative humidity. Solutions:
Hydrophobic monomers copolymerization
Barrier layers of nanoclays that lower diffusion by 60 per cent
UV Degradation: An 80% decrease in impact strength is observed after exposure to Xenon for 2,000h. Solutions:
0.3-0.8% transmission in HALS ( Hindered Amine Light Stabilizers )
2-3% carbon black masterbatches
Aramid Composites in Aerospace
Compression Buckling: Kevlar/epoxy laminates fail at 30% of their tensile strength. Reinforcement:
Carbon/aramid Hybrid weaves
Z-pinning via thickness
Moisture Ingression: A 5% moisture uptake can reduce the glass transition temperature Tg by 40 degrees Celsius. Protection:
Sizing agents of silane type
Hermetic sealants
Industrially-Applications
Lightweighting in Automotives (Case Study: Battery-type EV)
Challenge: Protect 800V battery packs to withstand a 100kN crush resistance, while achieving a 40% weight decrease.
Solution: Glass-mat reinforced PA6 (Tepex® DY 106) compression molded trays:
3mm steel is substituted by 4.5mm thick material
55 percent loss of weight (8.7kg vs 19.3kg)
UL94 V-0 rating
Molded-in-Place integrated cooling channels
Verification: TesX carbon monoxide sensor passed ECE R100.02 mechanical integrity testing following 1500 thermal cycles ( -40°C to 85°C)
Innovations Medical Implant
Porous PA12 Spinal Cage: Laser-sintered parts, which have been carefully porous:
Gradient composition: 70 porosity core (500 micrometers pore size) and 40 at the surface
Compressive strength: 90 MPa (comparable to cancellous bone)
Osseointegration promotion: Hydroxyapatite coating using plasma electrolytic oxidation
Clinical Results: 92 percent at 24 months fusion rate against the 85 percent rate of fusion of EEK implants
Revolution in Aerospace Composites
Kevlar/Epoxy panels fuselage:
8-ply quasi-isotropic (0°/±45°/90°)
The iron is 1.5mm as opposed to 2.3mm aluminum
Damage tolerance: It tolerates 25J and does not penetrate
Fire: 65kW/m² heat load for 5 min.
Table: Aerospace Application Matrix
Component
Material
Key Property
Performance Gain
Engine Nacelles
PPA 40 Percent GF
Continuous heat at 180 degrees
30 percent weight loss vs titanium
Cargo Liners
Nomex honeycomb
The amount of heat release is <65 kW/m²
Meets FAA 25.853(a)
Landing Gear
Carbon/PA6
Fatigue strength 350 MPa
10⁷ cycles at 150 percent load
Design Guide for Engineers
Advanced Moisture Management
Predictive Modeling
Fickian diffusion coefficient: D = 2.5×10⁻⁶ mm²/s (PA66)
Electropolishing: For medical products, achieving Ra 0.05 μm.
Future Trends and Sustainability
Solutions to the Circular Economy
Chemical Recycling:
Enzyme depolymerization: 95 percent of caprolactam recovery in PA6 carpets
Supercritical methanol process: 99 % purity of monomer from combined garbage
Bio-Based feedstocks:
Castor oil economics: 1.2 MT of oil production per hr, and 3.0 MT PA11 production.
CO₂ use: Covestro PA raw materials out of industrial emissions
Integration Industry 4.0
Digital Material Twins: Finite element models of model creep behavior of 15 years
Formulation Using AI: Neural networks to determine optimal distributions of fillers for multi-property optimization
Blockchain Traceability: Ethereum recycled content tracking across the supply chains
Developments of Space-Grade
Mars Rover Components: -120°C PAI ( polyamide-imide ) gears
Orbital Structures: 0.01% CTE Kevlar-polybenzoxazole composites
Lunar regolith-filled PA12: In-Situ Resource Utilization in Additive Manufacturing
Conclusion
The polyamide-nylon difference is a fundamental hierarchy in the field of materials science, having far-reaching effects in engineering. Selection is complex, however, as this analysis reveals that aliphatic nylons have unsurpassed processability in high-volume automotive parts; semi-aromatics cover the range in under-hood heat demands; and aramids are used in aerospace and ballistic applications to provide extreme performance. New bio-based and recycled grades are up to 80-95 percent of the virgin grades and cut carbon footprints by 40-70 percent.
Some future innovations will focus on closed-loop circularity through enzymatic recycling, AI-tailored composite formulations, and extremity-environment grades aimed at space exploration. With the maturity of digital twin technology, engineers will begin to model decades of performance under combined thermal, chemical, and mechanical loading, and then do physical prototyping. Rather than property databases, the paradigm in materials selection is shifting to predictive sustainability metrics, and polyamides are evolving as leaders in this revolution.
FAQs
Q: What is the function of UV stabilizers in nylon components?
Halministered Amine Light Stabilizers (HALS) work by radical scavenging:
Make nitroxyl radicals out of the parent amine
Trap the alkyl free radicals: R• + >NO• → >NOR
Re-formed by degradation of >NOR
Effective concentrations: 0.3-0.8 percent of automotive external organs that need 10 years of service.
Q: What are the drawbacks to 3D printed polyamides?
There are critical constraints of
Anisotropy: Z-direction strength is 60-75 percent of X and Y planes
Porosity: 2-5 % voids with shorter fatigue life
Surface finish: Ra 10-15 micrometers as against 0.8 micrometers in injection molding
Solutions: Vibratory polishing and Hot isostatic pressing (HIP)
Q: What are the methods of calculating PV limits of bearings?
PV = P (MPa) x V (m/s )
Static P-max = 150 Mpa
Dynamic PV_limit = 0.35 MPa m/s (unlubricated)
Design equation: T = k / (PV) wherer k=0.02 (PA 66)
Q: Why do nylon components turn discoloured?
Degradation pathways:
Thermal: Fission of amide bonds above 280 °C, forming yellow amines