
Laser cutting aluminum is widely used for producing clean, accurate parts, but it is not always as simple as it sounds. Aluminum reflects laser energy, conducts heat quickly, and reacts differently across alloys and thicknesses. These traits often lead to issues such as inconsistent cuts, edge burrs, heat marks, and incomplete penetration if the process is not properly controlled.
A well-managed laser cutting process turns these challenges into advantages. With the right laser type, power range, assist gas, and cutting speed, aluminum can be cut with tight tolerances and smooth edges. Proper setup reduces rework, protects sheet flatness, and keeps production repeatable.
In this article, we explain laser cutting aluminum from a practical manufacturing perspective. We cover how the process works, common cutting challenges, suitable aluminum grades, setup considerations, and ways to achieve consistent results.
Laser Cutting Aluminum
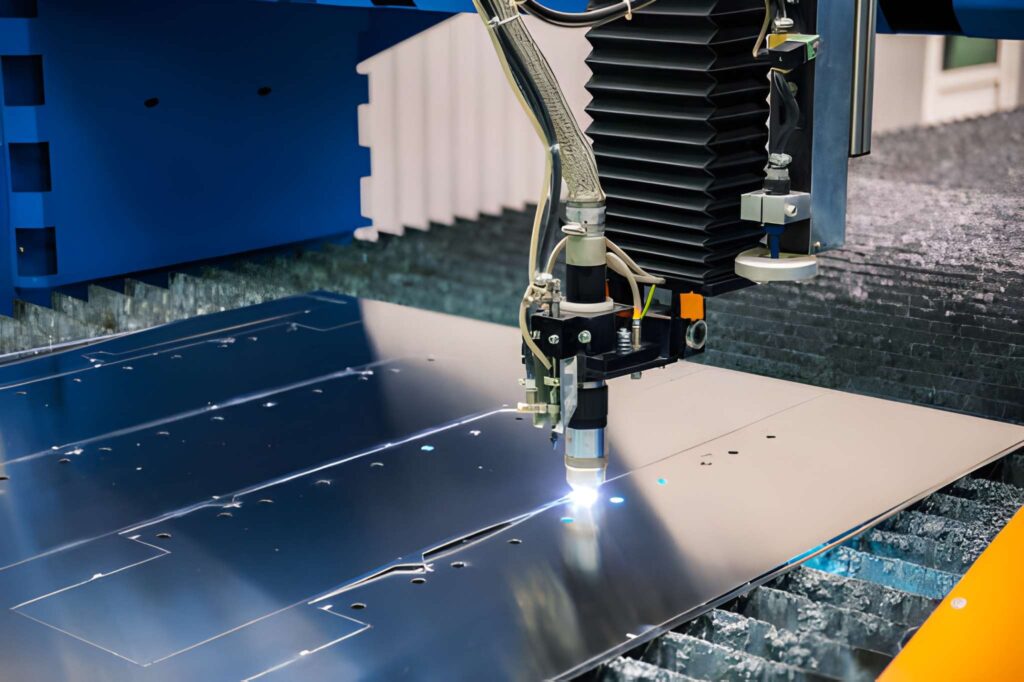
Laser cutting aluminum is a thermal cutting method of cutting that involves using a beam of a laser to cut and melt the metal of an aluminum sheet or a plate. The laser will focus the energy in an extremely small beam, which allows the metal to be cut in a very precise and clean cut. A blow of an assist gas, typically nitrogen or air, is used to blow the molten material out of the cut, and to maintain a smooth, oxide-free edge.
The behavior of aluminum is not the same as that of steel when laser cutting. It absorbs a big percentage of the laser energy, and it also transfers heat at a high rate, which implies that the cutting parameters should be strictly regulated. A properly set power level, cutting speed, and focus of the laser result in the creation of narrow kerf widths and the creation of small heat-affected areas. This causes the process to be appropriate for components that require fine tolerances and insignificant post-processing.

Laser Cutting Aluminum Process
Cutting aluminum with a laser is better when the design has been verified. The CAD file is checked to ensure part shape, hole sizes, and edge requirements. Now, very sharp edges or minute details are worked into the behavior of aluminum heat. This measure prevents the melting of edges, distortion, and rework later in production.
The grade and thickness of aluminum used are determined by part usage. The soft grades cut quicker, but must be regulated by speed to maintain sides clean. The sheet is wiped and laid flat on the cutting bed. Adequate support and repair assistance will avoid movement during the cutting process and maintain dimensions.
Cutting starts with tuning laser settings. The set power, speed, height of focus, and assist gas pressure depend on the thickness of the sheet. Aluminum normally requires increased power and greater focus since it reflects heat. Oxidation is commonly reduced with nitrogen or clean air to enhance the quality of the edges.
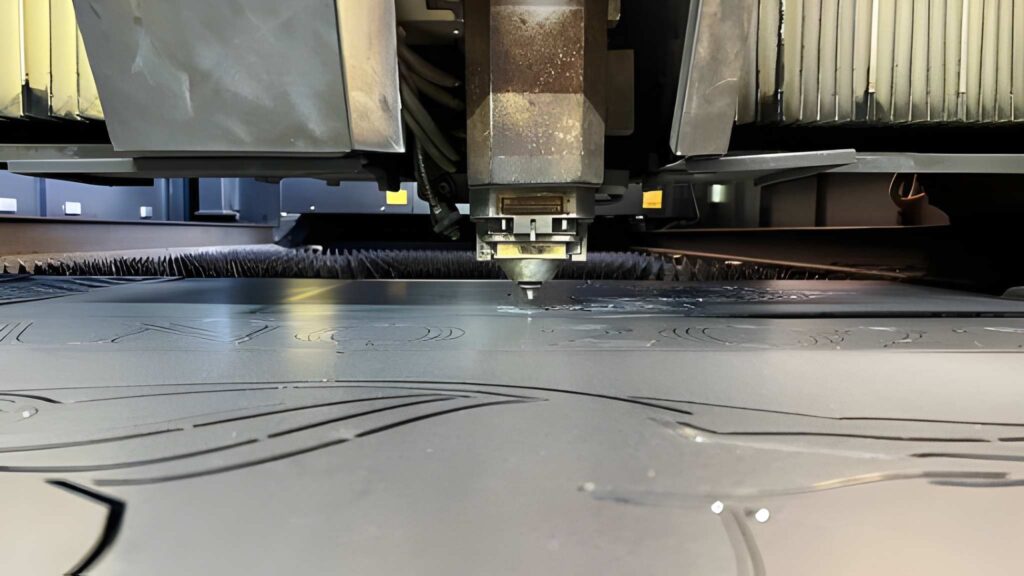
After all the preparations are made, the laser will move along the programmed route. The beam will melt the aluminum, and the assist gas will remove the molten material from the cut. The cut is held steady even on complicated shapes because of the smooth movement of the machine. The CNC control assists in keeping the precision of every part.
Parts are cut off meticulously to prevent damage at the edges. All components are inspected in terms of dimensional accuracy, edge finish, and heat marks. Light deburring can be performed when necessary, but not all laser-cut aluminum components need much finishing. Approved parts are then taken to either bending, assembly, or surface treatment.
Not all aluminum grades cut the same. Others are less difficult to cut, and others may generate burrs or need slower speeds. Selecting the grade will ensure that you do not have to rework and enhance the quality of the edges. The most prevalent aluminum grades that cut best using a laser include those listed below.

Aluminum 6061 Block
One of the most popular aluminum grades to be laser cut is 6061. It can be cut neatly, and it is uncomplicated. It is of good strength and is used extensively in structural components, brackets, and frames. The material is also a good response to the common laser parameters, and thus, it is a good one to use in manufacturing and prototyping.

5052 Aluminum Sheets
5052 is toothed less than 6061 and cuts in thin sheets. It is widely applied to panels, enclosures, and other parts, which need to be bent or shaped after being cut. The reduced tool life of the 5052 is useful in minimizing tool stress, although it may cause increased burrs in the absence of optimizing cutting parameters.
3003 Aluminum Sheets
3003 is a light and inexpensive grade of aluminum. It can be easily cut and is suitable for simple items such as brackets, nameplates, and decorative panels. It is not the same as 6061, but it is suited where strength is not the main requirement

7075 T651 Aluminum Plate
7075 is a high-performance aluminum alloy that is employed in aerospace and high-performance components. It is not easy to cut as it is harder and stronger. Laser cutting can also be done; however, it requires more power and more attentive parameters. 7075 is typically used where the most important consideration is strength.
Aerospace parts often utilize the material 2024 because it is strong and fatigue-resistant. It is laser cuttable, though it needs a specific setup and constant cutting. It is not as prevalent as 6061 and 5052 since it has the capability of generating more edge burr and heat marks.
Aluminum is a light reflector and dispels heat rapidly. Due to this reason, the source of the laser should provide a constant power and regulated energy. The most common types of laser in simple technical terms, are listed below.
Fiber Laser Cutter
Fiber lasers are based on a short wavelength and a solid-state source. Aluminum absorbs this wavelength more efficiently and enhances the cutting stability. The concentration of the beam is great, and therefore, the laser cuts more quickly and provides clean cuts. Fiber lasers work well with thin and medium sheets of aluminum and minimize heat distortion. They are effective, accurate, and extensively applied in contemporary production.
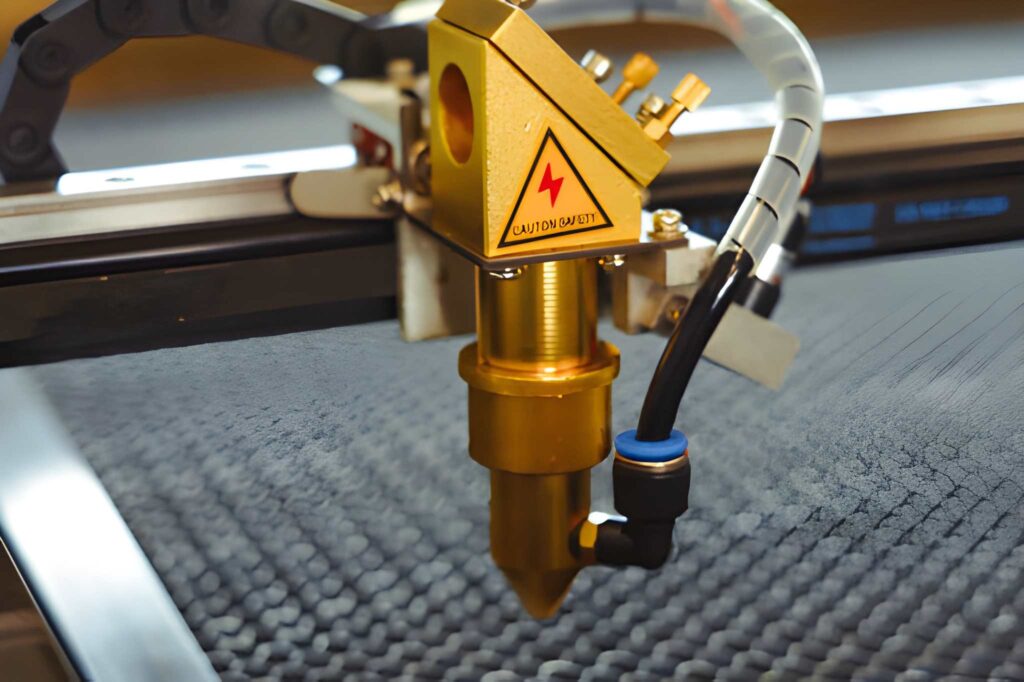
CO2 Laser Cutter
CO2 lasers are of longer wavelength. A large portion of this energy is reflected by aluminum, resulting in reduced cutting efficiency. A stable cut can only be supported with higher power. The material absorbs heat further and may influence the quality of edges. CO2 lasers may be used to cut aluminum; they should be used with close controls of the parameters, and cannot be as efficient compared to fiber lasers.
Disk lasers are solid-state lasers and have constant beam quality. They have a wavelength that is compatible with reflective metals such as aluminum. Power is delivered continuously in the process of cuttingg and this enhances the uniformity of edges. When a high degree of precision and repeatability across a number of parts is needed, disk lasers may be employed.
Diode lasers produce low power in comparison with fiber or disk lasers. They are primarily applied to thin sheets of aluminum or when cutting light materials. There is a limit on the quality of beams, and this means the speed of cutting is reduced. Diode lasers are more in marking and welding, and little is used in cutting aluminum.
It may not seem complicated to cut aluminum with a laser, but the material introduces some difficulties in real life. Such difficulties have an impact on the quality of cuts, the speed, and the consistency when they are not managed correctly.
A large percentage of laser energy is reflected by aluminum. This decreases the cutting efficiency, particularly during the beginning of the cut. Unless the settings are correct, reflected energy can also damage optical components. This problem can be minimized with the use of fiber and disk lasers, although it should be controlled.
Aluminum is a good conductor of heat. This complicates the ability to have a stable cutting zone. The laser should be able to provide sufficient power to maintain the cut in motion. Low heat may result in unfinished cuts or jagged edges.
With molten aluminum, it may adhere to the cut edge. This leaves burrs and dross, particularly on the thicker sheets. This is aggravated by improper use of assist gas pressure or cutting speed. Finishing can be done extra in case of non-optimization of the parameters.
When cutting, aluminum combines with oxygen. This can leave dark or uneven edges. Misuse of the assist gas aggravates oxidation. When it comes to looks, the use of nitrogen is usually desired.
Large power is needed to cut thick aluminum using a laser. With thickness, the stability of the cut reduces, and the edge quality decreases. Along with some boundaries, there are other methods of cutting that can be more convenient.
Aluminum components cut by Laser are utilized in numerous industries. The reason is simple. Aluminum is light, strong, and corrosion-resistant. Laser cutting creates accuracy, clean edges, and flexibility in design.
Laser Cut Automotive Part
Laser-cut aluminum is used in brackets, panels, and structural supports by automotive manufacturers. These components aid in minimizing the weight of the vehicle, but they do not compromise the power. Laser-cut aluminum is also used in battery trays, housing,s and cooling plates in electric vehicles. Close tolerances are paramount to this, and laser cutting can provide good accuracy.

Laser Cut Wing Ribs
Airplane structures are made of lightweight materials. Interior panels, mounts, ducts, and support frames are made of laser-cut aluminum. The technique enables intricate forms and maintains a minimum of material wastage. There is also a clean cut, which saves time spent in post-processing.
Laser-cut aluminium sheets are commonly used in many electronic enclosures. These sections provide adequate heat dissipation and electromagnetic shielding. Laser cutting allows ventilation holes and cable holes to be added, and accurate holes to be cut. It is applicable in control panels, power units, and communication devices.
Machine constructors work with laser-cut aluminum cut in guards, frames, covers, and custom brackets. The process promotes rapid prototyping and low-volume manufacturing. Components are fitted well during the assembly process since laser cutting does not lose dimensional accuracy.
Aluminum is laser cut and used in decorative panels, facades, partitions, and signage. Designers love it due to its ability to accommodate complex designs and sharp edges. Aluminum is also resistant to corrosion, and therefore can be used both indoors and outdoors.
Laser-cut aluminum parts are found in many products in everyday life. This can be seen in the appliance panels, furniture frames, lighting fixtures, and sports equipment. The sections are contemporary and clean, but are lightweight and strong.
Laser-cut aluminum is used by engineers and product designers for prototyping. The process supports quick design modification and reduced lead times. This assists in testing compatibility, functionality, and outlook before mass production.
Laser cutting aluminum is easier when you plan. Aluminum does not respond to changes like steel does, and it is easy to alter settings and achieve a significant difference. The following are some of the tips you can use to get clean cuts and to minimize rework.
Aluminum with various grades cuts differently, with 6061 being the most common and cutting well, whereas 5052 is softer, and it can form more burrs. Fatter aluminum requires larger power and reduced speed. Laser cutting might not be suitable for very thick sheets. This is because knowing the grade and the thickness will assist you in setting the correct parameters at the beginning.
Assist gas influences the quality of edges and oxidation. Nitrogen is most suitable in clean and bright edges and low oxidation. Oxygen accelerates the cutting, produces a darker edge, and produces more heat. Nitrogen is generally the preferred component in components that require good looks. Oxygen may be employed in cutting edges of parts that do not need color at the edge.
Aluminum is a fast spreader of heat, and it can warp,d or the edges can melt in case the settings are not appropriate. Apply a constant cutting pace and do not remain too long in one passage. Suitable clamping and good material support can also be used to maintain a sheet flat. In case warping has taken place, then the piece would not fit well during assembly.
The molten aluminum may stick to the cut end and form dross. This occurs when on coarser sheets. The appropriate speed and gas pressure are useful in forcing the molten metal out of the cut. Even after cutting, some light deburring may be required on the thicker parts. When it is correctly configured, secondary work is minimized.
The position of focus is of great importance to aluminum. When the concentration is too high or too low, the cut will be unsteady, and the edges will be jagged. Gas flow and quality of cut are also influenced by the nozzle distance. The proper focus and nozzle arrangement can be used to produce a clean cut and uniform kerf width.
If you need reliable laser cutting for aluminum, Apexrapid can help. We work with common aluminum grades like 6061, 5052, and 3003, and we handle both prototypes and production batches. Our process focuses on clean edges, accurate dimensions, and consistent quality. We also offer free DFM review, so we can identify potential issues before production starts.
Our pricing is transparent with no hidden charges, and we provide clear lead times before starting your project. If you share your drawing and material details, we will respond quickly with a clear quote and production plan.
What aluminum thickness can you laser cut?
We can laser cut aluminum sheets from thin gauges up to medium thickness. For very thick sheets, we recommend reviewing the design to ensure the best cutting quality and cost.
Which aluminum grades do you work with?
We commonly cut 6061, 5052, and 3003. We can also handle 2024 and 7075, but these require careful parameter setup due to higher strength.
Do you provide edge finishing after laser cutting?
Yes, we offer optional finishing like deburring, edge smoothing, and cleaning. If your design needs tight edge quality, we can recommend the best finishing option.

HDPE VS. PP: Strength, Machinability, and Applications

Brass Vs Copper for CNC Machining: Which Material Is Best

CNC Plastic Machining: Plastic Selection, Machining Processes & Key Applications

A Complete Guide to Aluminum Sheet Metal Fabrication

Deep Hole Drilling: What It Is & How It Is Done?

Rapid Prototyping: All About Process, Techniques, Pros & Challenges & More
